ভ্যাকুয়াম রাবার ভলকানাইজিং মেশিন কী এবং এটি কীভাবে কাজ করে?
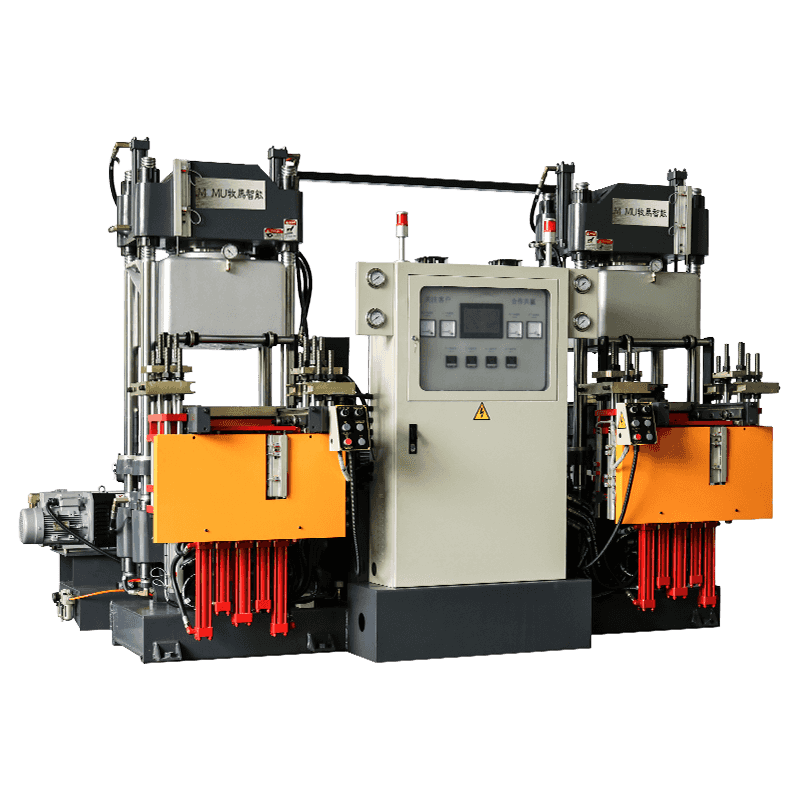
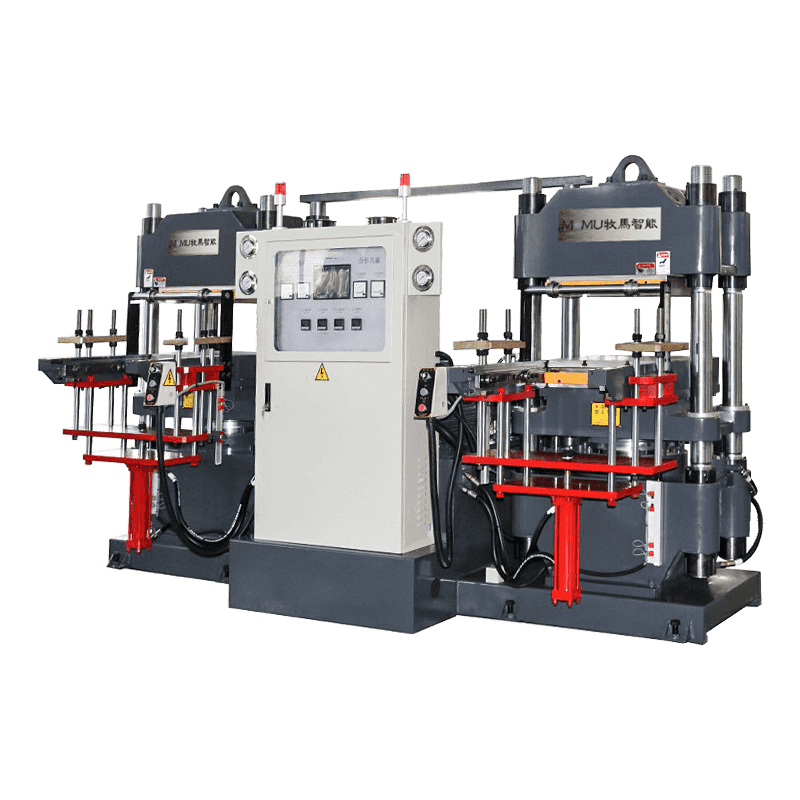
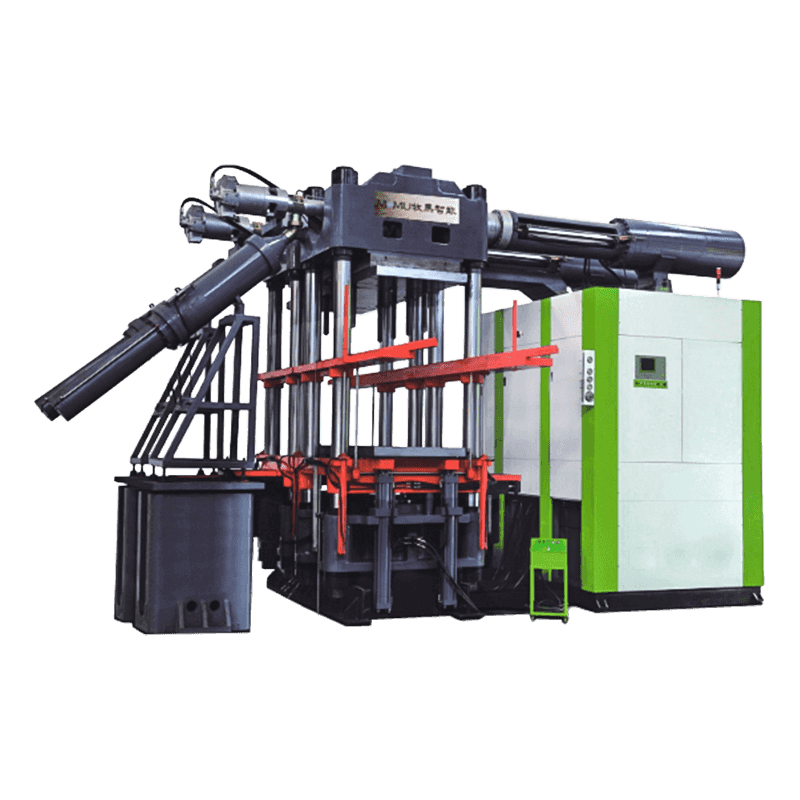
একটি ভ্যাকুয়াম রাবার ভলকানাইজিং মেশিন হল একটি বিশেষায়িত শিল্প সরঞ্জাম যা ভ্যাকুয়াম পরিবেশে নিয়ন্ত্রিত তাপ এবং চাপের অধীনে রাবার যৌগগুলি নিরাময় করতে ব্যবহৃত হয়। ভলকানাইজেশন হল রাসায়নিক প্রক্রিয়া যা কাঁচা বা যৌগিক রাবারকে নরম, নমনীয় অবস্থা থেকে একটি টেকসই, স্থিতিস্থাপক এবং তাপ-প্রতিরোধী উপাদানে রূপান্তরিত করে পলিমার চেইনের মধ্যে ক্রস-লিঙ্ক তৈরি করে - সাধারণত সালফার বা পারক্সাইড-ভিত্তিক নিরাময় এজেন্টের মাধ্যমে। ভ্যাকুয়াম কম্পোনেন্ট এই মেশিনটিকে স্ট্যান্ডার্ড প্রেস ভালকানাইজার থেকে আলাদা করে। নিরাময় চক্রের আগে এবং চলাকালীন ছাঁচের গহ্বর থেকে বায়ু খালি করে, মেশিন আটকে থাকা বায়ু পকেট এবং গ্যাসগুলিকে নির্মূল করে যা অন্যথায় সমাপ্ত রাবার পণ্যে ছিদ্র, শূন্যতা বা পৃষ্ঠের দাগ সৃষ্টি করবে।
মেশিনটি স্বয়ংক্রিয় পর্যায়গুলির একটি ক্রম অনুসারে কাজ করে: ছাঁচ লোডিং, ভ্যাকুয়াম ইভাকুয়েশন, চাপ প্রয়োগ, তাপ নিরাময়, এবং ছাঁচ মুক্তি। উত্তাপ সাধারণত বৈদ্যুতিক প্ল্যাটেন বা বাষ্প-উত্তপ্ত প্লেটের মাধ্যমে অর্জন করা হয় যা রাবার যৌগের মধ্যে সমানভাবে তাপ স্থানান্তর করে। সিল করা ছাঁচের চেম্বারের সাথে সংযুক্ত একটি ভ্যাকুয়াম পাম্প অভ্যন্তরীণ চাপকে নিচে টেনে আনে — সাধারণত -0.08 MPa এবং -0.1 MPa-এর মধ্যে — প্রেস বন্ধ হয়ে ক্ল্যাম্পিং বল প্রয়োগ করার আগে। ভ্যাকুয়াম, তাপ এবং যান্ত্রিক চাপের এই সংমিশ্রণ নিশ্চিত করে যে জটিল ছাঁচের জ্যামিতিগুলি সম্পূর্ণরূপে পূর্ণ হয় এবং নিরাময় করা অংশটি মাত্রিক এবং পৃষ্ঠের গুণমানের বৈশিষ্ট্যগুলি পূরণ করে।

শিল্প এবং অ্যাপ্লিকেশন যা ভ্যাকুয়াম ভলকানাইজিং এর উপর নির্ভর করে
ভ্যাকুয়াম রাবার ভলকানাইজিং মেশিনগুলি বিস্তৃত শিল্পে মোতায়েন করা হয় যেখানে রাবারের অংশের গুণমান এবং ধারাবাহিকতা আলোচনার অযোগ্য। স্বয়ংচালিত সেক্টর হল সবচেয়ে বড় ব্যবহারকারীদের মধ্যে একটি, এই মেশিনগুলির উপর নির্ভর করে সিল, গ্যাসকেট, ও-রিং, ভাইব্রেশন ড্যাম্পার এবং তরল-হ্যান্ডলিং উপাদানগুলি তৈরি করতে যা অবশ্যই তাপ এবং যান্ত্রিক অবস্থার মধ্যে নির্ভরযোগ্যভাবে কাজ করে। মহাকাশ শিল্পে, ভ্যাকুয়াম ভলকানাইজিং নির্ভুল রাবারের উপাদানগুলির জন্য ব্যবহৃত হয় যেখানে এমনকি মাইক্রোস্কোপিক শূন্যতাগুলি সমালোচনামূলক সিলিং সিস্টেমের অখণ্ডতার সাথে আপস করতে পারে।
মেডিক্যাল ডিভাইস ইন্ডাস্ট্রি ভ্যাকুয়াম ভলকানাইজিং মেশিন ব্যবহার করে সিলিকন এবং বিশেষ রাবার যন্ত্রাংশ তৈরি করতে যা অবশ্যই কঠোর জৈব সামঞ্জস্যতা এবং মাত্রিক সহনশীলতার মান পূরণ করতে হবে। ইলেকট্রনিক্স নির্মাতারা এগুলিকে অন্তরক উপাদান এবং কম্পন বিচ্ছিন্নতা মাউন্ট উৎপাদনের জন্য ব্যবহার করে। পাদুকা শিল্প একমাত্র বন্ধন এবং ছাঁচযুক্ত রাবার উপাদানগুলির জন্য প্রযুক্তি প্রয়োগ করে। প্রতিটি ক্ষেত্রে, সারফেস ফিনিস, অভ্যন্তরীণ ঘনত্ব এবং যান্ত্রিক কর্মক্ষমতা অর্জনের জন্য ভ্যাকুয়াম পরিবেশ অপরিহার্য যে স্ট্যান্ডার্ড প্রেস ভালকানাইজিং নির্ভরযোগ্যভাবে প্রদান করতে পারে না।
মূল প্রক্রিয়া পরামিতি এবং কিভাবে তাদের নিয়ন্ত্রণ করতে হয়
সামঞ্জস্যপূর্ণ, ত্রুটি-মুক্ত ভালকানাইজড রাবার অংশগুলি উত্পাদন করতে বেশ কয়েকটি আন্তঃনির্ভর প্রক্রিয়া পরামিতিগুলির সুনির্দিষ্ট ব্যবস্থাপনা প্রয়োজন। প্রতিটি প্যারামিটার কী করে — এবং কীভাবে বিচ্যুতিগুলি আউটপুটকে প্রভাবিত করে — তা বোঝা একটি ভ্যাকুয়াম ভলকানাইজিং মেশিন কার্যকরভাবে পরিচালনা করার জন্য মৌলিক৷
ভলকানাইজেশন তাপমাত্রা
তাপমাত্রা হল ভলকানাইজেশন প্রতিক্রিয়ার প্রাথমিক চালক। বেশিরভাগ রাবার যৌগগুলি 150°C থেকে 200°C রেঞ্জের মধ্যে নিরাময় করে, ব্যবহৃত যৌগ গঠন এবং নিরাময় পদ্ধতির উপর নির্ভর করে নির্দিষ্ট সর্বোত্তম তাপমাত্রার সাথে। খুব কম তাপমাত্রার ফলে আন্ডার-কিউরিং হয় — রাবার হবে নরম, দুর্বল, এবং তা হতে পারে আড়ষ্টতা বা অসম্পূর্ণ ক্রস-লিংকিং। খুব বেশি তাপমাত্রার কারণে ওভার-কিউরিং বা প্রত্যাবর্তন ঘটে, যেখানে পলিমার নেটওয়ার্ক হ্রাস পায় এবং রাবার শক্তি এবং স্থিতিস্থাপকতা হারায়। ছাঁচ পৃষ্ঠ জুড়ে প্লেটেন তাপমাত্রা অভিন্নতা সমানভাবে গুরুত্বপূর্ণ; ছাঁচ জুড়ে পাঁচ থেকে দশ ডিগ্রি সেলসিয়াসের বেশি তাপমাত্রার গ্রেডিয়েন্ট অসম নিরাময় এবং ডিফারেনশিয়াল সঙ্কুচিত হতে পারে।
নিরাময় সময়
নিরাময় সময় যৌগের রিওলজি ডেটা দ্বারা নির্ধারিত হয় — বিশেষত একটি চলমান ডাই রিওমিটার (MDR) পরীক্ষা থেকে T90 মান, যা লক্ষ্য তাপমাত্রায় সর্বাধিক টর্কের (ক্রস-লিংক ঘনত্ব) নব্বই শতাংশে পৌঁছানোর জন্য প্রয়োজনীয় সময় নির্দেশ করে। যৌগিক প্রকার, অংশের পুরুত্ব এবং তাপমাত্রার উপর নির্ভর করে নিরাময়ের সময় সাধারণত দুই থেকে ত্রিশ মিনিটের মধ্যে থাকে। পুরু অংশগুলির জন্য, তাপকে কেন্দ্রে প্রবেশ করতে দেওয়ার জন্য অতিরিক্ত সময়কে ফ্যাক্টর করতে হবে। একটি নিরাময় সময় ব্যবহার করা যা খুব কম রাবার পণ্যের ক্ষেত্রের ব্যর্থতার সবচেয়ে সাধারণ উত্সগুলির মধ্যে একটি।
ভ্যাকুয়াম লেভেল এবং টাইমিং
প্রেস বন্ধ এবং নিরাময় শুরু হওয়ার আগে ভ্যাকুয়াম অবশ্যই লক্ষ্য স্তরে পৌঁছাতে হবে। বেশিরভাগ অপারেশন -0.095 MPa থেকে -0.1 MPa একটি ভ্যাকুয়াম স্তর লক্ষ্য করে। খালি করার সময় - সাধারণত পনের থেকে ষাট সেকেন্ড - ছাঁচের গহ্বর এবং যেকোন ভেন্টিং চ্যানেল উভয় থেকে বায়ু সম্পূর্ণরূপে বিশুদ্ধ করার জন্য যথেষ্ট হতে হবে। যদি ভ্যাকুয়াম পাম্প চক্রটি খুব ছোট হয়, প্রেস বন্ধ হয়ে যাওয়ার সময় অবশিষ্ট বায়ু অপসারণের পরিবর্তে সংকুচিত হবে, যার ফলে পৃষ্ঠের শূন্যতা সৃষ্টি হবে। নিয়মিতভাবে পাম্পের কার্যকারিতা পরীক্ষা করা এবং ভ্যাকুয়াম লাইন এবং ছাঁচের সীলগুলির লিকগুলির জন্য পরীক্ষা করা সামঞ্জস্যপূর্ণ উচ্ছেদ গুণমান বজায় রাখার জন্য অপরিহার্য।
ক্ল্যাম্পিং চাপ
ক্ল্যাম্পিং চাপ ভলকানাইজেশনের সময় ছাঁচের অর্ধেক সিল করে রাখে এবং গহ্বরের জ্যামিতি সম্পূর্ণরূপে পূরণ করতে রাবার যৌগকে সংকুচিত করে। অপর্যাপ্ত ক্ল্যাম্পিং চাপ বিভাজন লাইনে ফ্ল্যাশ তৈরি করতে দেয় এবং এর ফলে অংশগুলি আন্ডারফিলড হতে পারে। অতিরিক্ত চাপ ছাঁচের ক্ষতি করতে পারে বা জেলেশন হওয়ার আগে যৌগকে গহ্বর থেকে বের করে দিতে পারে। যৌগিক সান্দ্রতা এবং অংশ জ্যামিতির উপর নির্ভর করে রাবার ভালকানাইজিং এর জন্য সাধারণ ক্ল্যাম্পিং চাপ 10 থেকে 25 MPa পর্যন্ত।
সাধারণ ত্রুটিগুলি এবং কীভাবে সেগুলি নির্ণয় করা যায়
এমনকি ভাল-ক্যালিব্রেটেড মেশিনগুলির সাথেও, ভলকানাইজড রাবারের অংশগুলিতে ত্রুটিগুলি উপস্থিত হতে পারে। মূল কারণ চিহ্নিত করা দ্রুত স্ক্র্যাপ এবং উত্পাদন ডাউনটাইম কমিয়ে দেয়। নিম্নলিখিত সারণীটি প্রায়শই সম্মুখীন ত্রুটিগুলি এবং তাদের সম্ভাব্য কারণগুলির সংক্ষিপ্ত বিবরণ দেয়:
| খুঁত | সম্ভবত কারণ | সংশোধনমূলক ব্যবস্থা |
| পোরোসিটি / অভ্যন্তরীণ শূন্যতা | অপর্যাপ্ত ভ্যাকুয়াম বা নির্বাসন সময় | পাম্প কর্মক্ষমতা পরীক্ষা করুন; উচ্ছেদের সময় প্রসারিত করুন |
| সারফেস ব্লিস্টারিং | যৌগ বা ছাঁচে আর্দ্রতা | প্রাক-শুষ্ক যৌগ; পরিষ্কার এবং preheat ছাঁচ |
| আন্ডার-কিউর (নরম অংশ) | নিম্ন তাপমাত্রা বা অপর্যাপ্ত নিরাময় সময় | প্লেটেন তাপমাত্রা ক্রমাঙ্কন যাচাই; নিরাময়ের সময় প্রসারিত করুন |
| অতিরিক্ত ফ্ল্যাশ | কম ক্ল্যাম্পিং চাপ বা জীর্ণ ছাঁচ বিভাজন লাইন | প্রেস টনেজ বৃদ্ধি; পরিদর্শন এবং ছাঁচ পুনর্নবীকরণ |
| সংক্ষিপ্ত শট / অপূর্ণ এলাকা | অপর্যাপ্ত যৌগ চার্জ ওজন | চার্জ ওজন পুনরায় গণনা; যৌগিক preform সমন্বয় |
| মাত্রিক বৈচিত্র | অসামঞ্জস্যপূর্ণ তাপমাত্রা বা ক্ল্যাম্পিং বল | ক্যালিব্রেট সেন্সর; নিয়মিত প্রেস রক্ষণাবেক্ষণ সঞ্চালন |
কীভাবে সঠিক ভ্যাকুয়াম রাবার ভলকানাইজিং মেশিন চয়ন করবেন
সঠিক মেশিন নির্বাচন করার জন্য আপনার নির্দিষ্ট উত্পাদন অ্যাপ্লিকেশনের চাহিদার সাথে মিলিত সরঞ্জামের স্পেসিফিকেশন প্রয়োজন। মূল মূল্যায়নের মানদণ্ডের মধ্যে রয়েছে প্লেটেনের আকার, প্রেস টনেজ, ভ্যাকুয়াম সিস্টেমের ক্ষমতা, তাপমাত্রা পরিসীমা এবং নিয়ন্ত্রণ ব্যবস্থার পরিশীলিততা।
- প্ল্যাটেনের আকারটি অবশ্যই অভিন্ন তাপমাত্রা বন্টন বজায় রাখার জন্য পর্যাপ্ত মার্জিন সহ আপনি চালানোর জন্য সবচেয়ে বড় ছাঁচকে মিটমাট করতে হবে। প্রমিত প্ল্যাটেনের আকার 200 মিমি × 200 মিমি থেকে ছোট অংশ উৎপাদনের জন্য 1000 মিমি × 1000 মিমি পর্যন্ত বা শিল্প অ্যাপ্লিকেশনের জন্য বড়।
- প্রেস টনেজ অবশ্যই আপনার ছাঁচের প্রজেক্টেড এলাকা এবং আপনার রাবার যৌগের সান্দ্রতার সাথে মিলিত হতে হবে। একটি সাধারণ নির্দেশিকা হিসাবে, লক্ষ্য ক্ল্যাম্পিং চাপ দ্বারা ছাঁচ গহ্বর অভিক্ষিপ্ত এলাকা গুণ করে প্রয়োজনীয় বল গণনা করুন, তারপর অন্তত বিশ শতাংশ নিরাপত্তা মার্জিন যোগ করুন।
- ভ্যাকুয়াম পাম্পের ক্ষমতা — প্রতি মিনিটে লিটারে পরিমাপ করা — পনের থেকে ত্রিশ সেকেন্ডের মধ্যে ছাঁচের চেম্বারটিকে লক্ষ্য ভ্যাকুয়াম স্তরে খালি করার জন্য যথেষ্ট হওয়া উচিত। বৃহত্তর ছাঁচ ভলিউম বর্ধিত চক্র সময় এড়াতে উচ্চ-ক্ষমতা পাম্প প্রয়োজন.
- তাপমাত্রা পরিসীমা এবং অভিন্নতা নির্দিষ্টকরণ আপনার যৌগের নিরাময় প্রয়োজনীয়তার বিরুদ্ধে যাচাই করা উচিত। বেশিরভাগ সাধারণ-উদ্দেশ্য মেশিন 200°C পর্যন্ত কাজ করে, যখন উচ্চ-তাপমাত্রার সিলিকন বা ফ্লুরোইলাস্টোমার যৌগগুলির জন্য বিশেষ মেশিনগুলির জন্য 250°C বা তার বেশি প্রয়োজন হতে পারে।
- কন্ট্রোল সিস্টেমের ক্ষমতা নির্ধারণ করে আপনি কতটা প্রক্রিয়া নমনীয়তা এবং ডেটা লগিং অর্জন করতে পারবেন। টাচস্ক্রিন ইন্টারফেস সহ প্রোগ্রামেবল লজিক কন্ট্রোলার (PLCs) মাল্টি-স্টেজ কিউর প্রোফাইল, স্বয়ংক্রিয় ভ্যাকুয়াম সিকোয়েন্সিং, এবং প্রোডাকশন রেকর্ড স্টোরেজকে অনুমতি দেয় — সমস্ত গুণমান ব্যবস্থাপনা এবং প্রক্রিয়া পুনরাবৃত্তিযোগ্যতার জন্য মূল্যবান।
রুটিন রক্ষণাবেক্ষণের অনুশীলন যা মেশিনের কার্যকারিতা রক্ষা করে
একটি ভ্যাকুয়াম রাবার ভলকানাইজিং মেশিন একটি উল্লেখযোগ্য মূলধন বিনিয়োগের প্রতিনিধিত্ব করে এবং উৎপাদন নির্ভরযোগ্যতা নিশ্চিত করার সাথে সাথে সেই বিনিয়োগকে রক্ষা করার জন্য ধারাবাহিক রক্ষণাবেক্ষণ অপরিহার্য। ভ্যাকুয়াম সিস্টেমের জন্য সবচেয়ে বেশি মনোযোগ প্রয়োজন — ভ্যাকুয়াম পাম্প তেল পরীক্ষা করা উচিত এবং প্রস্তুতকারকের সময়সূচী অনুসারে পরিবর্তন করা উচিত, সাধারণত প্রতি তিন থেকে ছয় মাস পরপর ক্রমাগত উত্পাদন অবস্থার অধীনে। ভ্যাকুয়াম লাইন সংযোগ, গ্যাসকেট এবং ছাঁচের সীলগুলি পরিধান বা ফুটো হওয়ার জন্য সাপ্তাহিক পরিদর্শন করা উচিত, কারণ এমনকি ছোট ফুটোগুলি স্থানান্তরের কার্যকারিতাকে উল্লেখযোগ্যভাবে হ্রাস করে।
প্লেটেন তাপমাত্রা সেন্সর এবং চাপ ট্রান্সডুসারগুলিকে প্রত্যয়িত রেফারেন্স যন্ত্রগুলি ব্যবহার করে ত্রৈমাসিকভাবে ক্রমাঙ্কিত করা উচিত যাতে মেশিনের প্রদর্শিত মানগুলি প্রকৃত প্রক্রিয়ার শর্তগুলিকে প্রতিফলিত করে। হাইড্রোলিক তরল স্তর এবং ফিল্টার অবস্থা প্রতি মাসে নিরীক্ষণ করা উচিত। রাবারের অবশিষ্টাংশ জমা হওয়া রোধ করার জন্য প্রতিটি উত্পাদন চালানোর পরে ছাঁচের পৃষ্ঠগুলি পরিষ্কার করা উচিত, যা স্টিকিং, পরবর্তী অংশগুলিতে পৃষ্ঠের ত্রুটি এবং ত্বরিত ছাঁচ পরিধানের কারণ হতে পারে। একটি বিশদ রক্ষণাবেক্ষণ লগ রাখা — সমস্ত পরিদর্শন, তরল পরিবর্তন, ক্রমাঙ্কন এবং ত্রুটির ঘটনাগুলি রেকর্ড করা — অপরিকল্পিত ডাউনটাইম সৃষ্টি করার আগে উদীয়মান সমস্যাগুলি সনাক্ত করার জন্য প্রয়োজনীয় ঐতিহাসিক ডেটা সরবরাহ করে।
আউটপুট গুণমান এবং উত্পাদন দক্ষতা সর্বাধিক করা
মেশিন নির্বাচন এবং রক্ষণাবেক্ষণের বাইরে, একটি থেকে ধারাবাহিকভাবে উচ্চ আউটপুট গুণমান অর্জন করা ভ্যাকুয়াম রাবার ভলকানাইজিং মেশিন প্রক্রিয়া শৃঙ্খলার উপর নির্ভর করে। প্রমিতকরণ যৌগ প্রস্তুতি — সামঞ্জস্যপূর্ণ প্রিফর্ম ওজন, আকৃতি এবং ছাঁচের মধ্যে বসানো সহ — অংশ-থেকে-অংশের বৈচিত্রের সবচেয়ে সাধারণ উত্সগুলির একটিকে দূর করে। রিলিজ এজেন্টগুলি সঠিকভাবে এবং ধারাবাহিকভাবে ব্যবহার করা রাবারের পৃষ্ঠকে দূষিত না করে বা যৌগিক অংশগুলিতে বন্ধনকে প্রভাবিত না করে আটকে যাওয়া প্রতিরোধ করে। প্রতিটি পণ্যের জন্য নথিভুক্ত নিরাময়ের রেসিপি স্থাপন করা এবং সেই রেসিপিগুলিকে মেশিনের নিয়ন্ত্রণ ব্যবস্থায় লক করা দুর্ঘটনাজনিত পরামিতি পরিবর্তনগুলি প্রতিরোধ করে যা অ-সঙ্গত উত্পাদনের দিকে পরিচালিত করে।
পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ (SPC) পদ্ধতিগুলি মূল আউটপুট পরিমাপের জন্য প্রয়োগ করা হয় - অংশের ওজন, সমালোচনামূলক মাত্রা এবং কঠোরতা - যখন প্রক্রিয়া ড্রিফ্ট ঘটছে তখন প্রাথমিক সতর্কতা প্রদান করে, যা প্রচুর পরিমাণে স্ক্র্যাপ তৈরির আগে সংশোধনমূলক পদক্ষেপের অনুমতি দেয়। উচ্চ-ভলিউম ক্রিয়াকলাপের জন্য, একটি ম্যানুফ্যাকচারিং এক্সিকিউশন সিস্টেম (MES) এর সাথে মেশিনের ডেটা আউটপুটকে একীভূত করা রিয়েল-টাইম উত্পাদন পর্যবেক্ষণ এবং ট্রেসেবিলিটি সক্ষম করে, যা স্বয়ংচালিত এবং চিকিৎসা গ্রাহকদের তাদের সরবরাহকারীর মানের প্রয়োজনীয়তার অংশ হিসাবে ক্রমবর্ধমানভাবে প্রয়োজনীয়। ভলকানাইজিং মেশিনকে কমোডিটি প্রেসের পরিবর্তে একটি নির্ভুল যন্ত্র হিসাবে বিবেচনা করা হল এমন মানসিকতা যা ক্রনিক গুণমান এবং ফলন সমস্যাগুলির সাথে লড়াই করে এমন ব্যক্তিদের থেকে ধারাবাহিকভাবে উচ্চ-সম্পাদনাকারী রাবার অপারেশনগুলিকে আলাদা করে৷