একটি LSR ইনজেকশন ছাঁচনির্মাণ মেশিন কি?
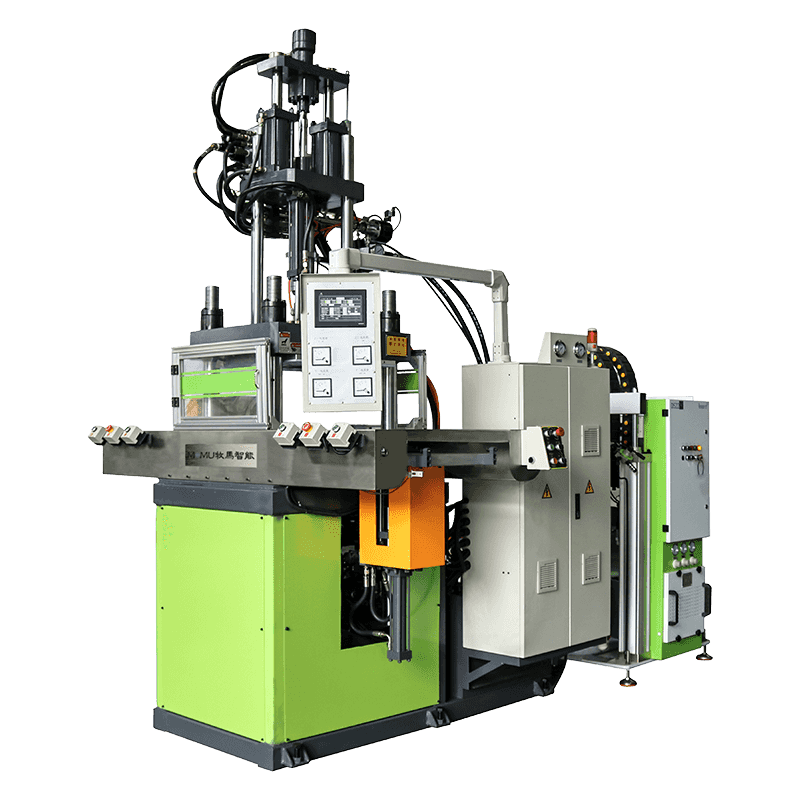
আ LSR ইনজেকশন ছাঁচনির্মাণ মেশিন একটি বিশেষ উৎপাদন ব্যবস্থা যা তরল সিলিকন রাবার (এলএসআর) একটি বদ্ধ, স্বয়ংক্রিয় ইনজেকশন চক্রের মাধ্যমে নির্ভুল-ঢাকা অংশগুলিতে প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে। থার্মোপ্লাস্টিক ইনজেকশন ছাঁচনির্মাণের বিপরীতে, যা কঠিন বৃক্ষগুলিকে গলিয়ে ঠান্ডা ছাঁচে ইনজেক্ট করে, LSR ছাঁচনির্মাণ বিপরীতভাবে কাজ করে: ইনজেকশনের সময় দুই-উপাদানের তরল সিলিকনকে ঠান্ডা রাখা হয় এবং তারপর একটি প্ল্যাটিনাম-অনুঘটক ভালকানাইজেশন প্রতিক্রিয়ার মাধ্যমে উত্তপ্ত ছাঁচের ভিতরে নিরাময় করা হয়। বস্তুগত আচরণের এই মৌলিক পার্থক্য LSR-নির্দিষ্ট যন্ত্রপাতি-তে তাপমাত্রা-নিয়ন্ত্রিত ব্যারেল এবং মিটারিং সিস্টেম থেকে ক্ল্যাম্পিং ইউনিট এবং ছাঁচ নির্মাণের প্রায় প্রতিটি ডিজাইনের সিদ্ধান্তকে চালিত করে।
যেখানেই সিলিকনের নমনীয়তা, তাপীয় স্থিতিশীলতা, জৈব সামঞ্জস্যতা, এবং রাসায়নিক প্রতিরোধের প্রয়োজন হয় সেখানে LSR মেশিনগুলি বিস্তৃত শিল্পে ব্যবহৃত হয়। মেডিকেল ডিভাইস, শিশু পণ্য, স্বয়ংচালিত সিল, ভোক্তা ইলেকট্রনিক্স উপাদান এবং শিল্প ঝিল্লি সবচেয়ে সাধারণ অ্যাপ্লিকেশনগুলির মধ্যে রয়েছে। LSR উৎপাদন ক্ষমতা মূল্যায়নকারী ইঞ্জিনিয়ার এবং প্রকিউরমেন্ট পেশাদারদের জন্য মেশিনের কাজের নীতি, মূল সাবসিস্টেম এবং নির্বাচনের মানদণ্ড বোঝা অপরিহার্য।
কিভাবে LSR ইনজেকশন ছাঁচনির্মাণ কাজ করে: মূল প্রক্রিয়া
LSR একটি দুই-অংশের সিস্টেম হিসাবে সরবরাহ করা হয়: কম্পোনেন্ট A-তে বেস পলিমার এবং প্ল্যাটিনাম অনুঘটক থাকে, যখন কম্পোনেন্ট B-এ ক্রসলিঙ্কার এবং ইনহিবিটর থাকে। দুটি উপাদান পৃথক ড্রামে সংরক্ষণ করা হয় এবং একটি মিটারিং এবং মিক্সিং ইউনিটের মাধ্যমে খাওয়ানো হয় - সাধারণত একটি স্ট্যাটিক মিক্সার - যা তাদের ভলিউম অনুসারে একটি সুনির্দিষ্ট 1:1 অনুপাতে একত্রিত করে। সঠিক অনুপাতের নির্ভুলতা বজায় রাখা গুরুত্বপূর্ণ কারণ যেকোনো বিচ্যুতি নিরাময়কারী রসায়নকে পরিবর্তিত করে এবং অসঙ্গত কঠোরতা, অসম্পূর্ণ নিরাময়, বা সারফেস ট্যাকিনেস সহ অংশ তৈরি করে।
মিশ্রিত করার পরে, সম্মিলিত LSR একটি উত্তপ্ত ছাঁচে ইনজেকশন করা হয় — সাধারণত 160°C এবং 220°C-এর মধ্যে রক্ষণাবেক্ষণ করা হয় — যেখানে প্ল্যাটিনাম অনুঘটক দ্রুত ক্রসলিংকিং চালায়। নিরাময়ের সময় অংশ জ্যামিতি, প্রাচীরের বেধ এবং ছাঁচের তাপমাত্রার উপর নির্ভর করে, তবে বেশিরভাগ উত্পাদন চক্র পাতলা-প্রাচীরের অংশগুলির জন্য কয়েক সেকেন্ড থেকে ঘন উপাদানগুলির জন্য কয়েক মিনিটের মধ্যে থাকে। যেহেতু নিরাময় করা সিলিকন ক্রসলিংক হওয়ার সাথে সাথে এটি কিছুটা সঙ্কুচিত হয়, তাই সমাপ্ত অংশে শক্ত সহনশীলতা ধরে রাখতে এই মাত্রিক পরিবর্তনের জন্য ছাঁচের নকশাকে অবশ্যই দায়ী করতে হবে।
শটটি ছাঁচে পৌঁছানোর আগে ব্যারেলে অকাল নিরাময় রোধ করার জন্য ইনজেকশন ইউনিটটিকে অবশ্যই ঠাণ্ডা করতে হবে — সাধারণত জল-ঠান্ডা প্রায় 10-15°C-তে। এই কোল্ড-রানার সিস্টেম, প্রায়শই ছাঁচের ভিতরে স্প্রু এবং রানার জ্যামিতিতে প্রসারিত হয়, LSR কে তার অপরিশোধিত তরল অবস্থায় গেট পর্যন্ত রেখে উপাদানের বর্জ্য কমিয়ে দেয়, তারপর কোল্ড রানার এবং গরম ছাঁচের গহ্বরের মধ্যে তাপের পার্থক্যকে যেখানে প্রয়োজন সেখানে সঠিকভাবে নিরাময়কে ট্রিগার করার অনুমতি দেয়।
একটি LSR ইনজেকশন ছাঁচনির্মাণ মেশিনের মূল সাবসিস্টেম
মিটারিং এবং ডোজিং ইউনিট
মিটারিং ইউনিট হল এলএসআর প্রক্রিয়াকরণের জন্য অনন্য সবচেয়ে গুরুত্বপূর্ণ সাবসিস্টেম। এটি বায়ুসংক্রান্ত বা সার্ভো চালিত পিস্টন পাম্প ব্যবহার করে চাপযুক্ত ড্রাম থেকে দুটি এলএসআর উপাদান আঁকে, পুরো শট জুড়ে একটি সুনির্দিষ্ট ভলিউমেট্রিক অনুপাত বজায় রাখে এবং বায়ু প্রবর্তন না করেই মিশ্র উপাদানকে ইনজেকশন ইউনিটে সরবরাহ করে। হাই-এন্ড মিটারিং সিস্টেমগুলি উত্পাদন রান জুড়ে ±0.5% এর মধ্যে অনুপাতের নির্ভুলতা অর্জন করে এবং অবিচ্ছিন্ন পর্যবেক্ষণ সেন্সর অন্তর্ভুক্ত করে যে অনুপাতটি একটি সেট সহনশীলতার বাইরে চলে গেলে অ্যালার্ম ট্রিগার করে। স্ট্যাটিক মিক্সার - একটি প্যাসিভ হেলিকাল উপাদান যার মাধ্যমে উভয় উপাদানই খাওয়ানো হয় - গতিশীল মিশ্রণ বিকল্পগুলির তুলনায় রক্ষণাবেক্ষণের প্রয়োজনীয়তাগুলিকে কমিয়ে, চলন্ত অংশ ছাড়াই একজাতীয় মিশ্রণ অর্জন করে।

ইনজেকশন ইউনিট
LSR এর জন্য ইনজেকশন ইউনিট বিভিন্ন গুরুত্বপূর্ণ উপায়ে থার্মোপ্লাস্টিক ইউনিট থেকে পৃথক। স্ক্রু জ্যামিতি একটি অগভীর ফ্লাইট গভীরতা এবং কম কম্প্রেশন অনুপাত ব্যবহার করে যাতে ঘর্ষণজনিত তাপ তৈরি না হয় যা ব্যারেলের উপাদানটিকে অকালে নিরাময় করে। পুরো ব্যারেল একটি জল-কুলিং সার্কিট দিয়ে জ্যাকেট করা হয়। প্রতিটি শট জুড়ে সামঞ্জস্যপূর্ণ ফিল বৈশিষ্ট্য নিশ্চিত করতে ইনজেকশনের গতি এবং চাপ সার্ভো-নিয়ন্ত্রিত হয়, এবং ইনজেকশন ইউনিট সাধারণত থার্মোপ্লাস্টিক সিস্টেমের তুলনায় উল্লেখযোগ্যভাবে কম চাপে কাজ করে — সাধারণত 500 থেকে 1,500 বারের মধ্যে — কারণ LSR-এর কম সান্দ্রতার জন্য ছাঁচের গহ্বর পূরণ করার জন্য কম বল প্রয়োজন।
ক্ল্যাম্পিং ইউনিট
থার্মোপ্লাস্টিকের তুলনায় এলএসআর মোল্ডের জন্য প্রজেক্টেড অংশ এলাকার প্রতি ইউনিটে খুব বেশি ক্ল্যাম্পিং ফোর্স প্রয়োজন, কারণ এলএসআর-এর কম সান্দ্রতা মানে ক্ল্যাম্পিং ফোর্স অপর্যাপ্ত হলে এটি এমনকি ন্যূনতম বিভাজন লাইনের ফাঁক জুড়ে ফ্ল্যাশ করবে। টগল এবং হাইড্রোলিক ক্ল্যাম্পিং সিস্টেম উভয়ই ব্যবহৃত হয়, সমস্ত বৈদ্যুতিক মেশিনগুলি তাদের পরিচ্ছন্নতা, পুনরাবৃত্তিযোগ্যতা এবং শক্তি দক্ষতার জন্য ক্লিনরুম পরিবেশে ক্রমবর্ধমানভাবে পছন্দ করে। অংশ প্লাস রানার সিস্টেমের অভিক্ষিপ্ত এলাকা দ্বারা গুণিত গহ্বর চাপের উপর ভিত্তি করে ক্ল্যাম্পিং বল প্রয়োজনীয়তা গণনা করা হয়।
LSR মেশিন তুলনা: হাইড্রোলিক বনাম অল-ইলেকট্রিক
| বৈশিষ্ট্য | হাইড্রোলিক LSR মেশিন | অল-ইলেকট্রিক LSR মেশিন |
| পুনরাবৃত্তিযোগ্যতা | ভাল | চমৎকার |
| ক্লিনরুম উপযুক্ততা | সীমিত (তেল দূষণের ঝুঁকি) | উচ্চ (কোন জলবাহী তরল নেই) |
| শক্তি খরচ | উচ্চতর | 30-60% কম |
| মূলধন খরচ | নিম্ন | উচ্চতর |
| নয়েজ লেভেল | উচ্চতর | নিম্ন |
| রক্ষণাবেক্ষণ | আরো ঘন ঘন (হাইড্রোলিক সীল) | কম ঘন ঘন |
| সেরা অ্যাপ্লিকেশন ফিট | উচ্চ শক্তি শিল্প অংশ | চিকিৎসা, খাদ্য-গ্রেড, নির্ভুল অংশ |
LSR মেশিনের চাহিদাকে চালিত করে এমন শিল্প ও অ্যাপ্লিকেশন
উৎপাদন পদ্ধতি হিসাবে এলএসআর ইনজেকশন ছাঁচনির্মাণের বৃদ্ধি সরাসরি শিল্পের সম্প্রসারণকারী সেটের সাথে আবদ্ধ যা শেষ-ব্যবহারের পরিবেশের দাবিতে সিলিকনের উপাদান বৈশিষ্ট্যের উপর নির্ভর করে। প্রতিটি শিল্পের নির্দিষ্ট প্রয়োজনীয়তা রয়েছে যা আকার দেয় কিভাবে LSR মেশিনগুলিকে কনফিগার করা এবং যাচাই করা উচিত।
- মেডিকেল ডিভাইস: ISO 10993 স্ট্যান্ডার্ডের অধীনে LSR এর জৈব সামঞ্জস্য এবং অটোক্লেভিং, EtO এবং গামা রেডিয়েশন দ্বারা জীবাণুমুক্ত করার ক্ষমতা এটিকে ক্যাথেটার, শ্বাসযন্ত্রের মুখোশ, ইমপ্লান্টযোগ্য ডিভাইসের জন্য সিল এবং অস্ত্রোপচারের যন্ত্রের গ্রিপগুলির জন্য পছন্দের উপাদান করে তোলে। মেডিকেল এলএসআর উৎপাদনের জন্য ব্যবহৃত মেশিনগুলি সাধারণত অল-ইলেকট্রিক, ক্লিনরুম-সামঞ্জস্যপূর্ণ এবং নিয়ন্ত্রক সম্মতির জন্য সম্পূর্ণ প্রক্রিয়া ডকুমেন্টেশন দিয়ে সজ্জিত।
- শিশু এবং শিশুর পণ্য: প্যাসিফায়ার, বোতলের স্তনবৃন্ত এবং দাঁত তোলার পণ্যগুলির জন্য প্লাস্টিকাইজার এবং BPA মুক্ত খাদ্য-সংযোগ-নিরাপদ সিলিকন প্রয়োজন। এফডিএ 21 সিএফআর এবং ইইউ 10/2011 খাদ্য যোগাযোগের নিয়মাবলীতে প্রত্যয়িত LSR গ্রেডগুলি মানক, এবং উত্পাদন পরিবেশগুলি অবশ্যই কঠোর স্বাস্থ্যবিধি নিয়ন্ত্রণগুলি পূরণ করতে হবে।
- স্বয়ংচালিত: এলএসআর গ্রোমেট সিল, স্পার্ক প্লাগ বুট, সেন্সর সিল এবং আন্ডার-হুড উপাদানগুলির জন্য ব্যবহৃত হয় যা অবশ্যই -50°C থেকে 200°C পর্যন্ত স্থায়ী তাপমাত্রা সহ্য করতে হবে। উচ্চ-ভলিউম স্বয়ংচালিত উত্পাদন সাধারণত খরচ দক্ষতার জন্য মাল্টি-ক্যাভিটি কোল্ড-রানার মোল্ড সহ হাইড্রোলিক মেশিন ব্যবহার করে।
- ভোক্তা ইলেকট্রনিক্স: জলরোধী গ্যাসকেট, বোতামের ঝিল্লি, ইয়ারবাড টিপস এবং পরিধানযোগ্য ডিভাইস সিলগুলি একটি দ্রুত বর্ধনশীল অংশের প্রতিনিধিত্ব করে। পাতলা-প্রাচীর, আঁট মাত্রিক সহনশীলতা সহ উচ্চ-নির্ভুল অংশগুলি সাধারণ, উচ্চ ইনজেকশন গতি নিয়ন্ত্রণ সহ সমস্ত বৈদ্যুতিক মেশিনের পক্ষে।
- শিল্প সিলিং: পাম্প ডায়াফ্রাম, ভালভ সিল এবং রাসায়নিক-প্রতিরোধী গ্যাসকেটগুলি ওজোন, ইউভি বিকিরণ এবং রাসায়নিকের বিস্তৃত বর্ণালীতে সিলিকনের প্রতিরোধকে কাজে লাগায়। এগুলি নিম্ন গহ্বরে হাইড্রোলিক মেশিনে উত্পাদিত ঘন-বিভাগের অংশ হতে থাকে।
একটি এলএসআর ইনজেকশন ছাঁচনির্মাণ মেশিন নির্বাচন করার সময় গুরুতর কারণ
একটি LSR মেশিন নির্বাচন করার জন্য আপনার নির্দিষ্ট অংশ, উত্পাদনের পরিমাণ এবং নিয়ন্ত্রক পরিবেশের পরিপ্রেক্ষিতে প্রযুক্তিগত বৈশিষ্ট্যগুলি মূল্যায়ন করা প্রয়োজন। একটি মেশিন বিনিয়োগ প্রত্যাশিত রিটার্ন প্রদান করে কিনা তা বেশ কয়েকটি কারণ ধারাবাহিকভাবে নির্ধারণ করে।
শট সাইজ এবং ক্ল্যাম্পিং ফোর্স অবশ্যই অনুমান করা অংশ এবং রানার এরিয়ার সাথে ঢিলেঢালাভাবে অনুমান করা উচিত নয়। LSR-এর কম সান্দ্রতার মানে হল যে এমনকি সামান্য ক্ল্যাম্পিং ফোর্স ঘাটতির ফলে ফ্ল্যাশ হয় - বিভাজন লাইনে নিরাময় করা সিলিকনের একটি পাতলা ফিল্ম যার জন্য ম্যানুয়াল ট্রিমিং প্রয়োজন এবং স্ক্র্যাপের হার বৃদ্ধি করে। প্রক্ষিপ্ত গহ্বর এলাকায় ন্যূনতম 0.3 থেকে 0.5 টন প্রতি বর্গ সেন্টিমিটারে প্রয়োজনীয় ক্ল্যাম্পিং বল গণনা করুন এবং ভবিষ্যতের ছাঁচ সংযোজন বা নকশা পরিবর্তনগুলিকে মিটমাট করার জন্য সেই চিত্রের উপরে মার্জিন সহ মেশিনের আকার দিন।
ছাঁচ জুড়ে তাপমাত্রা নিয়ন্ত্রণ নির্ভুলতা মেশিনের ক্ল্যাম্পিং এবং ইনজেকশন কর্মক্ষমতা হিসাবে গুরুত্বপূর্ণ। অসম ছাঁচের তাপমাত্রা অসামঞ্জস্যপূর্ণ নিরাময়, মাত্রিক তারতম্য এবং পৃষ্ঠের ত্রুটিযুক্ত অংশগুলি তৈরি করে। মেশিনের ছাঁচ তাপমাত্রা নিয়ন্ত্রক জোন-ভিত্তিক তাপমাত্রা ম্যাপিং সমর্থন করে কিনা এবং ছাঁচ নকশা পর্যাপ্ত গরম করার চ্যানেল কভারেজ প্রদান করে কিনা তা মূল্যায়ন করুন। নির্ভুল চিকিৎসা প্রয়োগে, গহ্বরের পৃষ্ঠ জুড়ে ±2°C এর বেশি ছাঁচের তাপমাত্রার পরিবর্তন সাধারণত অগ্রহণযোগ্য।
প্রক্রিয়া পর্যবেক্ষণ এবং ডেটা লগিং ক্ষমতা নিয়ন্ত্রিত শিল্পের জন্য অ-আলোচনাযোগ্য হয়ে উঠেছে। আধুনিক এলএসআর মেশিনগুলি গহ্বরের চাপ সেন্সর, ইনজেকশন গতি এবং চাপ প্রোফাইল, ছাঁচের তাপমাত্রা লগিং এবং মিটারিং অনুপাত যাচাইকে একটি ইউনিফাইড প্রক্রিয়া পর্যবেক্ষণ সিস্টেমে একীভূত করে। মেডিকেল ডিভাইসের জন্য FDA 21 CFR পার্ট 820 এবং ISO 13485-এর অধীনে প্রক্রিয়া যাচাইকরণের জন্য এই ডেটার প্রয়োজন, এবং PPAP ডকুমেন্টেশন প্যাকেজের অংশ হিসাবে স্বয়ংচালিত টিয়ার 1 গ্রাহকদের দ্বারা ক্রমবর্ধমানভাবে দাবি করা হচ্ছে।
সাধারণ প্রক্রিয়ার ত্রুটি এবং কীভাবে তাদের প্রতিরোধ করা যায়
এমনকি সুনির্দিষ্ট মেশিনগুলি যখন প্রক্রিয়ার পরামিতিগুলি প্রবাহিত হয় বা ছাঁচের অবস্থা সঠিকভাবে রক্ষণাবেক্ষণ করা হয় না তখন ত্রুটি তৈরি করে। উৎপাদনের মানের জন্য দায়ী প্রসেস ইঞ্জিনিয়ারদের জন্য সাধারণ LSR ত্রুটির মূল কারণগুলি সনাক্ত করা অপরিহার্য।
- ফ্ল্যাশ: অপর্যাপ্ত ক্ল্যাম্পিং বল, জীর্ণ বিভাজন লাইন পৃষ্ঠ, বা অত্যধিক ইনজেকশন চাপ দ্বারা সৃষ্ট। ক্ল্যাম্পিং ফোর্স ক্যালকুলেশন যাচাই করে, ছাঁচের অবস্থা পরিদর্শন করে এবং ফিলিং পর্বের সময় ইনজেকশনের গতি হ্রাস করে ঠিকানা।
- অসম্পূর্ণ পূরণ/শর্ট শট: অপর্যাপ্ত ইনজেকশন চাপ, অবরুদ্ধ গেট বা LSR থেকে ফলাফল যা গহ্বরে পৌঁছানোর আগে রানারে আংশিকভাবে নিরাময় হয়েছে। গেটের ব্যাস পরীক্ষা করুন, ব্যারেলের তাপমাত্রা কোল্ড-রানার টার্গেট রেঞ্জের মধ্যে রয়েছে তা যাচাই করুন এবং দূষণ থেকে নিরাময় প্রতিরোধের জন্য পরিদর্শন করুন।
- সারফেস ট্যাকিনেস: আন্ডারকিউর নির্দেশ করে, প্রায়শই ভুল A:B অনুপাত, ছাঁচের তাপমাত্রা খুব কম, বা অপর্যাপ্ত নিরাময়ের সময় দ্বারা সৃষ্ট হয়। একটি নিয়ন্ত্রিত বিতরণ পরীক্ষার মাধ্যমে মিটারিং অনুপাত যাচাই করুন, ছাঁচের তাপমাত্রার অভিন্নতা পরীক্ষা করুন এবং যদি মাত্রিক সহনশীলতা অনুমতি দেয় তবে নিরাময়ের সময় বাড়ান।
- বায়ু আটকানো/শূন্যতা: উপাদানের সাথে মেশানোর সময় বা ইনজেকশনের সময় প্রবর্তিত বায়ু নিরাময় অংশে বুদবুদ তৈরি করে। নিশ্চিত করুন যে উৎপাদনের আগে মিটারিং সিস্টেমটি সঠিকভাবে পরিস্কার করা হয়েছে, এবং পরীক্ষা করুন যে ইনজেকশনের গতি এত দ্রুত নয় যে LSR প্রবাহের সামনের গেট এলাকায় বাতাস টানা হয়।
- শটের মধ্যে মাত্রিক তারতম্য: সাধারণত মিটারিং অসঙ্গতি, ব্যারেল তাপমাত্রা ওঠানামা, বা ছাঁচ তাপমাত্রা প্রবাহের কারণে পরিবর্তনশীল নিরাময় সময়ের সাথে যুক্ত। কোন ভেরিয়েবলটি ডাইমেনশনাল শিফটের সাথে সম্পর্কযুক্ত তা সনাক্ত করতে প্রক্রিয়া পর্যবেক্ষণ লগগুলি পর্যালোচনা করুন এবং প্রাসঙ্গিক সাবসিস্টেমটিকে পুনরায় ক্যালিব্রেট করুন৷