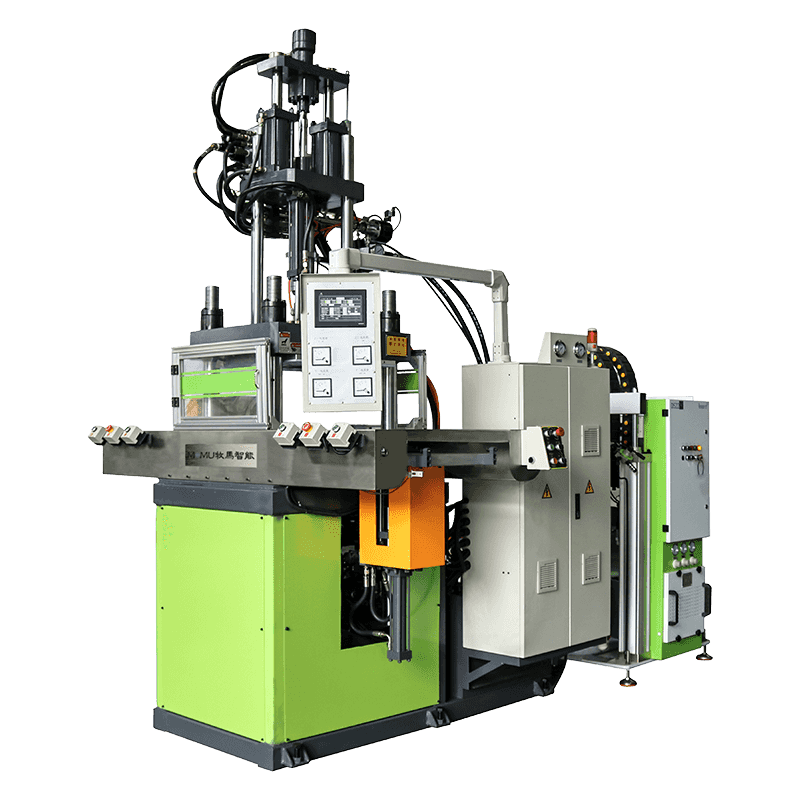
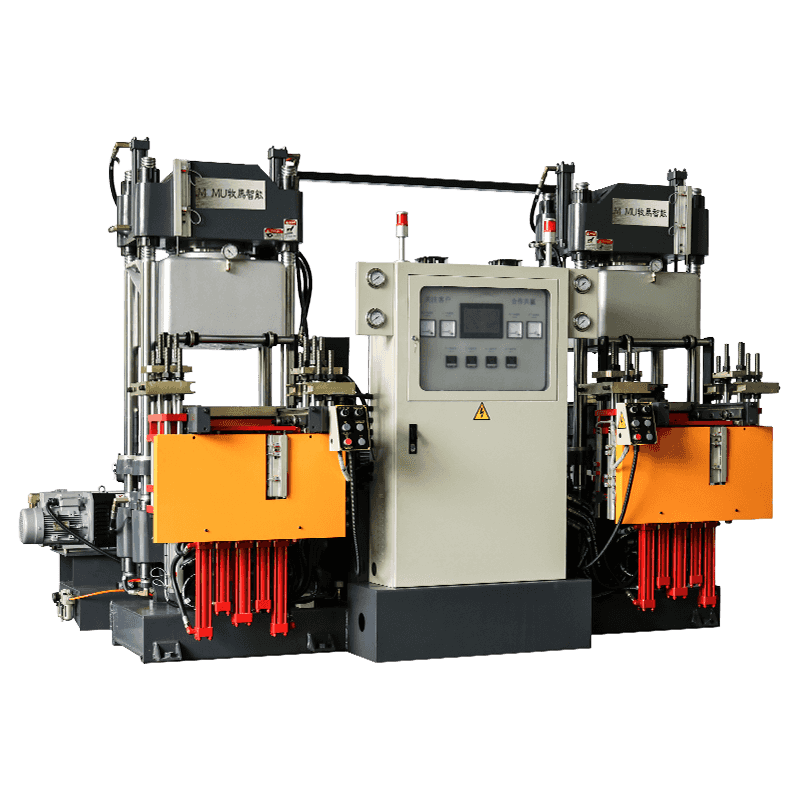
কিভাবে একটি রাবার ইনজেকশন ছাঁচনির্মাণ মেশিন কাজ করে
A রাবার ইনজেকশন ছাঁচনির্মাণ মেশিন কাঁচা রাবারের যৌগকে উপাদানটিকে গরম করে এবং চাপের অধীনে একটি বন্ধ ছাঁচের গহ্বরে জোর করে সমাপ্ত অংশে রূপান্তরিত করে। কম্প্রেশন মোল্ডিংয়ের বিপরীতে, যা কাঁচা রাবারকে সরাসরি খোলা ছাঁচে রাখে, ইনজেকশন মোল্ডিং একটি সিল করা ছাঁচে অগ্রভাগের মাধ্যমে ইনজেকশন দেওয়ার আগে একটি উত্তপ্ত ব্যারেলে রাবারকে প্রাক-প্লাস্টিকাইজ করে। এই প্রক্রিয়াটি দ্রুত চক্রের সময়, কঠোর সহনশীলতা এবং কম উপাদান বর্জ্যের জন্য অনুমতি দেয়, এটি প্রযুক্তিগত রাবার উপাদানগুলির উচ্চ-ভলিউম উত্পাদনের জন্য বিশেষভাবে উপযুক্ত করে তোলে।
রাবার যৌগটি সাধারণত স্ট্রিপ বা পেলেট আকারে মেশিনে খাওয়ানো হয়। একটি ঘূর্ণায়মান স্ক্রু বা প্লাঞ্জার উপাদানটিকে ব্যারেলের মধ্য দিয়ে নিয়ে যায় যখন গরম করার উপাদানগুলি এটিকে সঠিক প্রক্রিয়াকরণ তাপমাত্রায় নিয়ে আসে। একবার রাবার একটি সর্বোত্তম সান্দ্রতায় পৌঁছে গেলে, এটি ছাঁচের গহ্বরে ইনজেকশন দেওয়া হয় যেখানে এটি একটি সমাপ্ত অংশ হিসাবে বের হওয়ার আগে নিয়ন্ত্রিত তাপ এবং চাপের অধীনে নিরাময় করে।
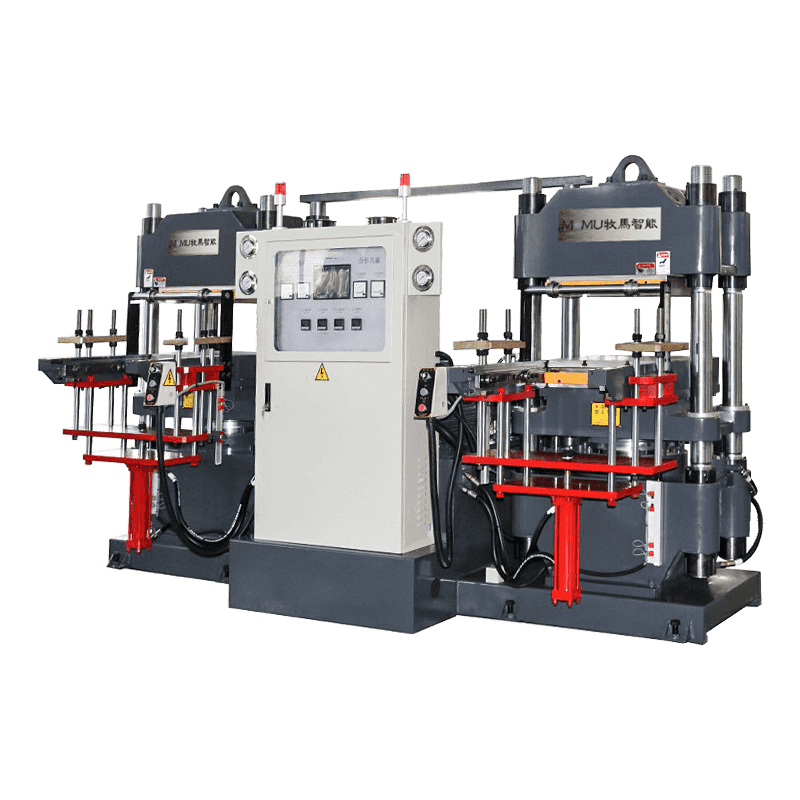
মেশিনের প্রধান উপাদান
প্রতিটি প্রধান উপাদান বোঝা অপারেটরদের উত্পাদন সমস্যা সমাধান করতে এবং বিভিন্ন রাবার যৌগ এবং অংশ জ্যামিতির জন্য সেটিংস অপ্টিমাইজ করতে সহায়তা করে।
অপরিহার্য অংশ এবং তাদের কার্যাবলী
- ইনজেকশন ইউনিট: প্লাস্টিকাইজ করে এবং ছাঁচে রাবার যৌগকে ইনজেকশন দেয়
- ক্ল্যাম্পিং ইউনিট: ইনজেকশন এবং নিরাময়ের সময় উচ্চ চাপে ছাঁচের অর্ধেক একসাথে ধরে রাখে
- হিটিং সিস্টেম: সামঞ্জস্যপূর্ণ নিরাময়ের জন্য সুনির্দিষ্ট ব্যারেল এবং ছাঁচের তাপমাত্রা বজায় রাখে
- হাইড্রোলিক বা বৈদ্যুতিক ড্রাইভ: স্ক্রু ঘূর্ণন, ইনজেকশন এবং ক্ল্যাম্পিং গতির ক্ষমতা দেয়
- কন্ট্রোল সিস্টেম: তাপমাত্রা, চাপ, ইনজেকশন গতি এবং চক্রের সময় পরিচালনা করে
- ইজেক্টর সিস্টেম: নিরাময়ের পরে ছাঁচ থেকে সমাপ্ত অংশ ছেড়ে দেয়
আধুনিক মেশিনগুলি ক্রমবর্ধমানভাবে ইলেকট্রিক ড্রাইভ সিস্টেমগুলিকে সম্পূর্ণরূপে হাইড্রোলিকগুলির পরিবর্তে ব্যবহার করে, যা ইনজেকশন গতির উপর আরও সুনির্দিষ্ট নিয়ন্ত্রণ প্রদান করে এবং চক্রের মধ্যে নিষ্ক্রিয় সময়কালে শক্তি খরচ হ্রাস করে৷

অন্যান্য রাবার ছাঁচনির্মাণ পদ্ধতির সাথে ইনজেকশন ছাঁচনির্মাণের তুলনা করা
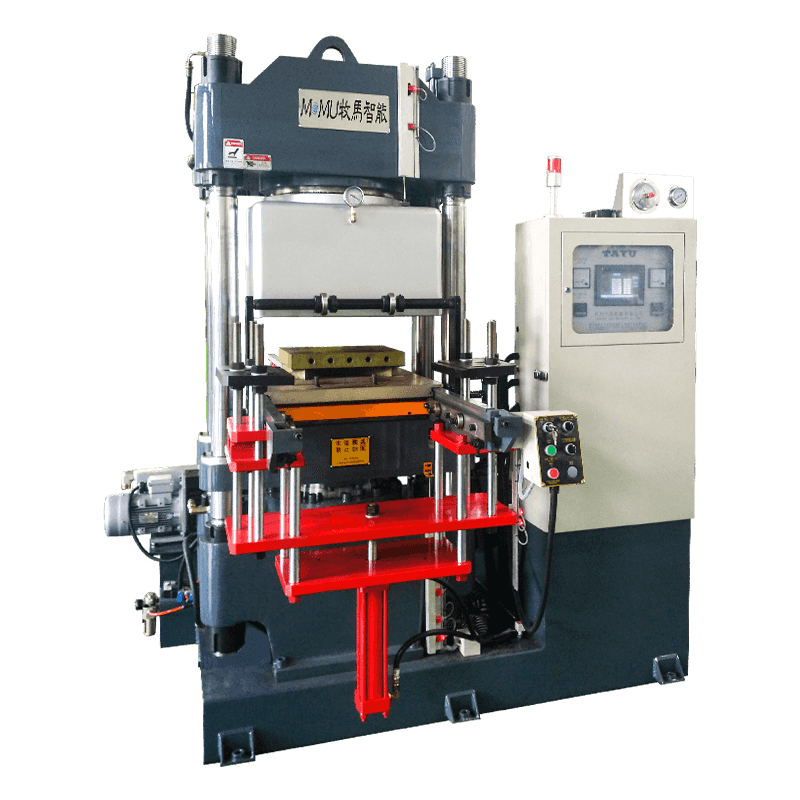
একটি ছাঁচনির্মাণ প্রক্রিয়া বেছে নেওয়া প্রস্তুতকারকদের কম্প্রেশন এবং ট্রান্সফার ছাঁচনির্মাণের বিরুদ্ধে ইনজেকশন ছাঁচনির্মাণ ওজন করা উচিত, যেহেতু প্রতিটি পদ্ধতি অংশ জটিলতা, উৎপাদন পরিমাণ এবং বাজেটের উপর নির্ভর করে স্বতন্ত্র সুবিধা প্রদান করে।
| পদ্ধতি | সাইকেল সময় | উপাদান বর্জ্য | জন্য সেরা |
| ইনজেকশন ছাঁচনির্মাণ | দ্রুত | কম | উচ্চ-ভলিউম, জটিল অংশ |
| কম্প্রেশন ছাঁচনির্মাণ | ধীর | উচ্চতর | সহজ আকার, কম ভলিউম |
| স্থানান্তর ছাঁচনির্মাণ | পরিমিত | পরিমিত | ধাতু সন্নিবেশ সঙ্গে অংশ |
ইনজেকশন ছাঁচনির্মাণ সাধারণত উচ্চতর আপফ্রন্ট টুলিং খরচ সত্ত্বেও স্কেলে আরও বেশি সাশ্রয়ী প্রমাণ করে, যেহেতু চক্রের সময় হ্রাস করা এবং কম বর্জ্য বৃহৎ উত্পাদনের উপর প্রাথমিক বিনিয়োগকে অফসেট করে।
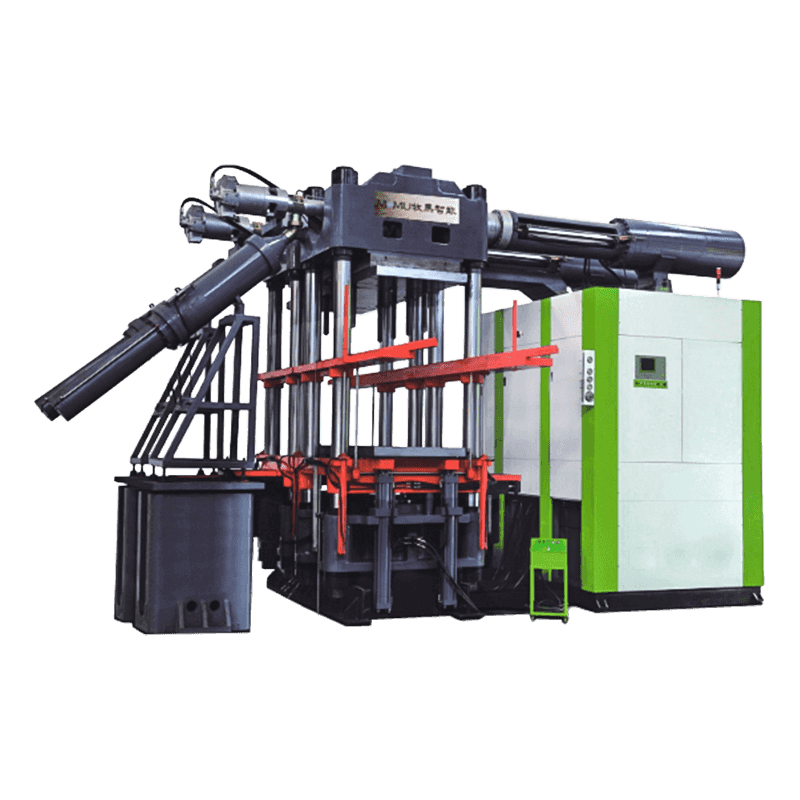
শিল্প জুড়ে সাধারণ অ্যাপ্লিকেশন
রাবার ইনজেকশন ছাঁচনির্মাণ মেশিনগুলি স্বয়ংচালিত, চিকিৎসা, বৈদ্যুতিক এবং ভোগ্যপণ্য উত্পাদনে ব্যবহৃত উপাদানগুলির একটি বিস্তৃত পরিসর তৈরি করে। প্রক্রিয়াটি বিশেষ করে এমন অংশগুলির জন্য মূল্যবান যেগুলির জন্য আঁট মাত্রিক সহনশীলতা বা বড় ব্যাচ জুড়ে সামঞ্জস্যপূর্ণ শারীরিক বৈশিষ্ট্য প্রয়োজন।
সাধারণ পণ্য ইনজেকশন ছাঁচনির্মাণ মাধ্যমে তৈরি
- স্বয়ংচালিত সিল, gaskets, এবং grommets
- মেডিকেল ডিভাইসের উপাদান যেমন সিল এবং স্টপার
- বৈদ্যুতিক সংযোগকারী এবং অন্তরক অংশ
- ও-রিং এবং শিল্প gaskets
- গ্রিপস, সিল এবং প্রতিরক্ষামূলক কভারের মতো ভোক্তা পণ্য
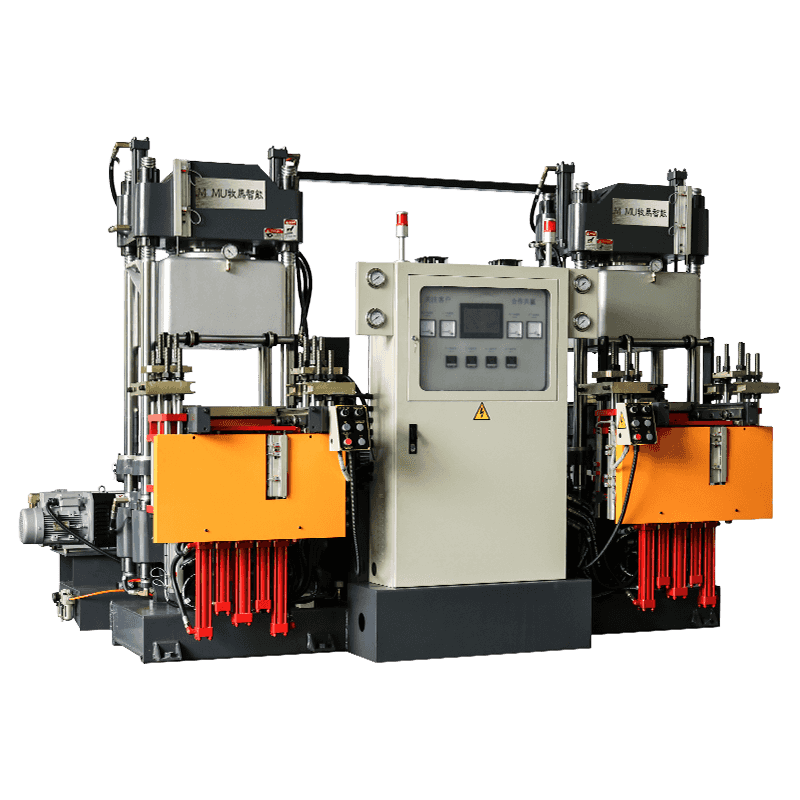
যেহেতু ইনজেকশন ছাঁচনির্মাণ বহু-গহ্বর ছাঁচকে সমর্থন করে, নির্মাতারা একক চক্রে কয়েক ডজন অভিন্ন অংশ তৈরি করতে পারে, একক-গহ্বর কম্প্রেশন মোল্ডিং সেটআপের তুলনায় উল্লেখযোগ্যভাবে থ্রুপুট বৃদ্ধি করে।
ঢালাই অংশ গুণমান প্রভাবিত মূল কারণ
সামঞ্জস্যপূর্ণ, ত্রুটি-মুক্ত রাবার অংশগুলি উত্পাদন জুড়ে বেশ কয়েকটি প্রক্রিয়া ভেরিয়েবল সাবধানে নিয়ন্ত্রণ করার উপর নির্ভর করে। তাপমাত্রা বা চাপের সামান্য বিচ্যুতি ফ্ল্যাশ, পোরোসিটি বা অসম্পূর্ণ নিরাময়ের মতো ত্রুটির কারণ হতে পারে।
নিরীক্ষণের জন্য জটিল প্রক্রিয়া ভেরিয়েবল
ইনজেকশনের চাপ এবং গতি নির্ণয় করা শুরু করার আগে রাবার কীভাবে সম্পূর্ণভাবে ছাঁচের গহ্বরটি পূরণ করে, অপর্যাপ্ত চাপের কারণে প্রায়শই ছোট শট বা দুর্বল বোনা লাইন হয়। ব্যারেল এবং ছাঁচের তাপমাত্রা অবশ্যই যৌগ প্রস্তুতকারকের প্রস্তাবিত সীমার মধ্যে থাকতে হবে, যেহেতু অতিরিক্ত উত্তাপ ব্যারেলের অভ্যন্তরে অকাল নিরাময় ঘটাতে পারে, যা ঝলসে যাওয়া নামে পরিচিত, যখন অপর্যাপ্ত তাপ অসম্পূর্ণ নিরাময় এবং দুর্বল যান্ত্রিক বৈশিষ্ট্যের দিকে পরিচালিত করে।
নিরাময় সময় অংশ গুণমান এবং উত্পাদন দক্ষতা একটি উল্লেখযোগ্য ভূমিকা পালন করে. নিরাময়ের সময় প্রয়োজনীয়তার বাইরে বাড়ানোর ফলে অংশের কার্যকারিতা উন্নত না করেই থ্রুপুট হ্রাস পায়, যখন এটিকে খুব সংক্ষিপ্তভাবে কাটলে আন্ডার-কিউরড অংশগুলি স্থায়িত্ব পরীক্ষায় ব্যর্থ হয়। নির্মাতারা সাধারণত প্রতিটি নির্দিষ্ট যৌগের জন্য গুণমান এবং চক্র দক্ষতার মধ্যে সর্বোত্তম ভারসাম্য সনাক্ত করতে বিভিন্ন নিরাময়ের সময় সহ ট্রায়াল ব্যাচগুলি চালায়।
দীর্ঘমেয়াদী মেশিন কর্মক্ষমতা জন্য রক্ষণাবেক্ষণ টিপস
রুটিন রক্ষণাবেক্ষণ একটি রাবার ইনজেকশন ছাঁচনির্মাণ মেশিনকে দক্ষতার সাথে পরিচালনা করে এবং অপরিকল্পিত ডাউনটাইম এড়াতে সহায়তা করে যা উত্পাদন সময়সূচীকে ব্যাহত করতে পারে। একটি সামঞ্জস্যপূর্ণ রক্ষণাবেক্ষণের রুটিন স্থাপন করা স্ক্রু, ব্যারেল এবং ছাঁচের মতো গুরুত্বপূর্ণ উপাদানগুলির পরিষেবা জীবনকেও প্রসারিত করে।
দৈনন্দিন কাজের মধ্যে অগ্রভাগ এবং ছাঁচের পৃষ্ঠ থেকে অবশিষ্ট রাবার পরিষ্কার করা অন্তর্ভুক্ত করা উচিত, যেহেতু বিল্ডআপ পরবর্তী অংশগুলিতে ত্রুটি সৃষ্টি করতে পারে এবং ছাঁচের গহ্বরে পরিধান বাড়াতে পারে। সাপ্তাহিক পরীক্ষায় হাইড্রোলিক তরলের মাত্রা যাচাই করা উচিত এবং লিকের জন্য সিলগুলি পরিদর্শন করা উচিত, কারণ হাইড্রোলিক সিস্টেমের ব্যর্থতাগুলি অপ্রত্যাশিত মেশিন ডাউনটাইমের সবচেয়ে সাধারণ কারণগুলির মধ্যে একটি।
গরম করার উপাদান এবং তাপমাত্রা সেন্সরগুলির পর্যায়ক্রমিক পরিদর্শন সঠিক রিডিং নিশ্চিত করে, যেহেতু ত্রুটিপূর্ণ সেন্সরগুলি দৃশ্যমান ত্রুটি সৃষ্টি করার অনেক আগেই নীরবে গুণমানের সমস্যা সৃষ্টি করতে পারে। বিশদ রক্ষণাবেক্ষণের রেকর্ড রাখা সময়ের সাথে সাথে পরিধানের ধরণগুলি সনাক্ত করতেও সাহায্য করে, যা উদ্ভিদ পরিচালকদের প্রতিক্রিয়াশীলভাবে ভাঙ্গনের প্রতিক্রিয়া না করে সক্রিয়ভাবে অংশ প্রতিস্থাপনের সময়সূচী করতে দেয়৷