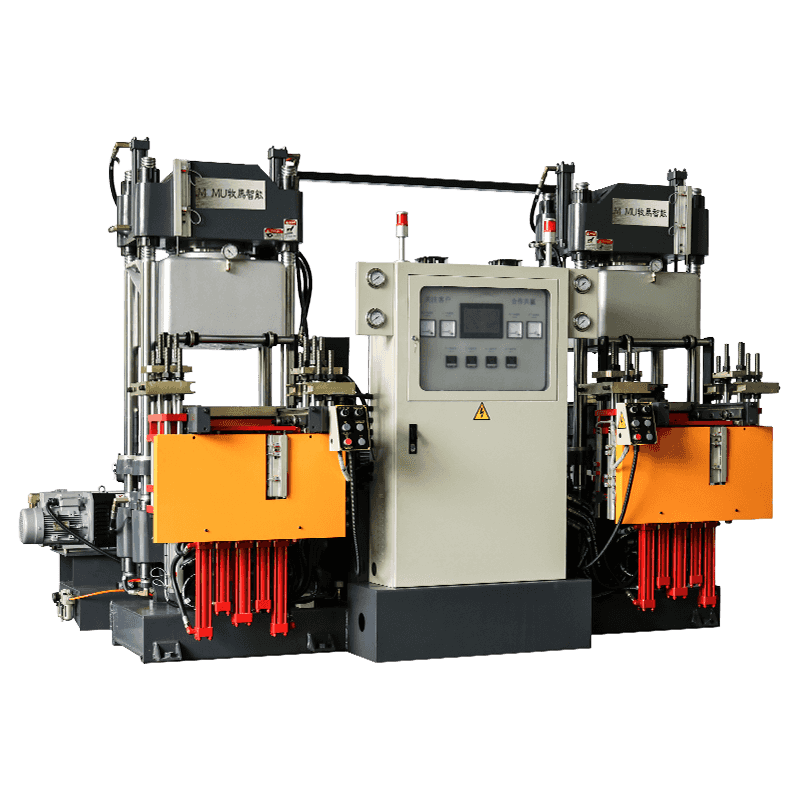
বিএমসি বিশেষ ছাঁচনির্মাণ মেশিন আসলে কী করে
একটি BMC বিশেষ ছাঁচনির্মাণ মেশিন বিশেষভাবে বাল্ক ছাঁচনির্মাণ যৌগ প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে, একটি থার্মোসেট উপাদান যা গ্লাস ফাইবার, খনিজ ফিলার এবং নিরাময় এজেন্টের সাথে মিশ্রিত অসম্পৃক্ত পলিয়েস্টার রজন থেকে তৈরি। থার্মোপ্লাস্টিকের জন্য নির্মিত সাধারণ-উদ্দেশ্য ইনজেকশন ছাঁচনির্মাণ মেশিনের বিপরীতে, একটি BMC মেশিনকে অবশ্যই একটি পেস্ট-সদৃশ বা পুটি-সদৃশ যৌগ পরিচালনা করতে হবে যা কেবল গলে যাওয়া এবং আবার শক্ত হওয়ার পরিবর্তে তাপ এবং চাপে অপরিবর্তনীয়ভাবে নিরাময় করে। স্ক্রু জ্যামিতি থেকে ছাঁচের তাপমাত্রা নিয়ন্ত্রণ ব্যবস্থা পর্যন্ত এই মৌলিক রসায়ন পার্থক্যটি মেশিনের প্রায় প্রতিটি ডিজাইনের সিদ্ধান্তকে চালিত করে।
সার্কিট ব্রেকার হাউজিং, সুইচগিয়ার পার্টস, ইনসুলেটর এবং কানেক্টর বডি, সেইসাথে হেডল্যাম্প রিফ্লেক্টর, ইঞ্জিন কভার এবং হিট শিল্ডের মত স্বয়ংচালিত অংশগুলির মতো বৈদ্যুতিক উপাদানগুলি তৈরি করতে এই মেশিনগুলি ব্যাপকভাবে ব্যবহৃত হয়। BMC এর আবেদন তার চমৎকার বৈদ্যুতিক নিরোধক বৈশিষ্ট্য, তাপ প্রতিরোধের এবং মাত্রিক স্থিতিশীলতার মধ্যে নিহিত, যে কারণে নির্মাতারা স্ট্যান্ডার্ড ইনজেকশন প্রেসগুলিকে অভিযোজিত করার পরিবর্তে এই উপাদানটির চারপাশে বিশেষভাবে তৈরি মেশিনগুলিতে বিনিয়োগ করে।
মূল উপাদান যা BMC মেশিনগুলিকে আলাদা করে
একটি BMC বিশেষ ছাঁচনির্মাণ মেশিনে প্লাস্টিকাইজিং ইউনিট সাধারণত একটি অগভীর ফ্লাইট গভীরতা সহ একটি নিম্ন-সংকোচন স্ক্রু ব্যবহার করে, যেহেতু যৌগটিকে প্লাস্টিকের ছুরির মতো গলানোর প্রয়োজন হয় না। পরিবর্তে, স্ক্রুটির কাজ হল অত্যধিক শিয়ার তাপ তৈরি না করে উপাদানটিকে বোঝানো এবং হালকাভাবে গরম করা, যা ব্যারেলের ভিতরেই অকাল নিরাময়কে ট্রিগার করতে পারে। অতিরিক্ত শিয়ার এই মেশিনগুলিতে স্ক্রু বা ব্যারেল ক্ষতির সবচেয়ে সাধারণ কারণগুলির মধ্যে একটি, তাই স্ক্রু গতি এবং পিছনের চাপের সেটিংস একটি সাধারণ থার্মোপ্লাস্টিক প্রেসের তুলনায় অনেক বেশি রক্ষণশীল।
ছাঁচটি ঠাণ্ডা হওয়ার পরিবর্তে উত্তপ্ত হয়, সাধারণত নির্দিষ্ট রজন গঠনের উপর নির্ভর করে 140°C এবং 170°C এর মধ্যে তাপমাত্রায়, যেহেতু নিরাময় একটি শীতল-চালিত দৃঢ়করণের পরিবর্তে একটি তাপ-সক্রিয় রাসায়নিক বিক্রিয়া। উত্তাপ সাধারণত বৈদ্যুতিক কার্টিজ হিটার বা ছাঁচের প্লেটে তৈরি তেল-সঞ্চালন চ্যানেলের মাধ্যমে অর্জন করা হয়, এবং অংশের মোটা অংশে ওয়ারিং বা অসম্পূর্ণ নিরাময় এড়াতে ছাঁচের পৃষ্ঠ জুড়ে সুনির্দিষ্ট, এমনকি তাপমাত্রা বন্টন গুরুত্বপূর্ণ।
একটি সাধারণ মেশিনে কী সাবসিস্টেম
- ছাঁচের গহ্বরে যৌগ খাওয়ানোর জন্য ইনজেকশন বা স্থানান্তর ইউনিট
- সামঞ্জস্যপূর্ণ ছাঁচ তাপমাত্রা বজায় রাখার জন্য উত্তপ্ত প্লেটেন সিস্টেম
- নিরাময়ের সময় উত্পন্ন অভ্যন্তরীণ চাপকে প্রতিরোধ করার জন্য ক্ল্যাম্পিং ইউনিট আকারের
- আটকে থাকা বায়ু এবং উদ্বায়ী উপজাত অপসারণের জন্য ভ্যাকুয়াম বা ভেন্ট সিস্টেম
- স্বয়ংক্রিয় ইজেকশন সিস্টেম ভঙ্গুর, সদ্য নিরাময় করা অংশগুলিকে আলতোভাবে পরিচালনা করার জন্য ডিজাইন করা হয়েছে
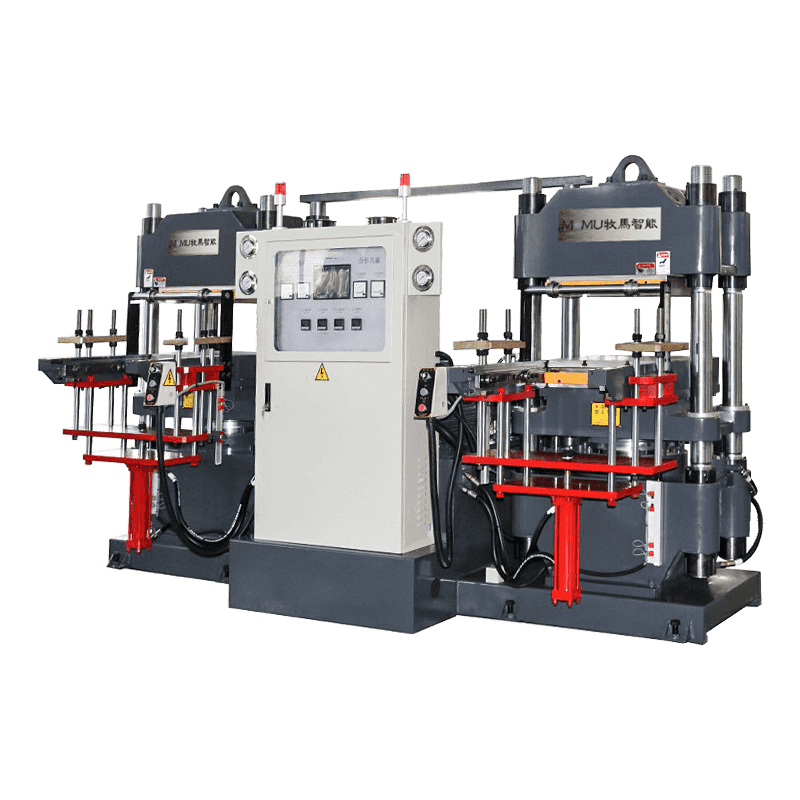
কম্প্রেশন, স্থানান্তর, এবং ইনজেকশন ছাঁচনির্মাণ কনফিগারেশন
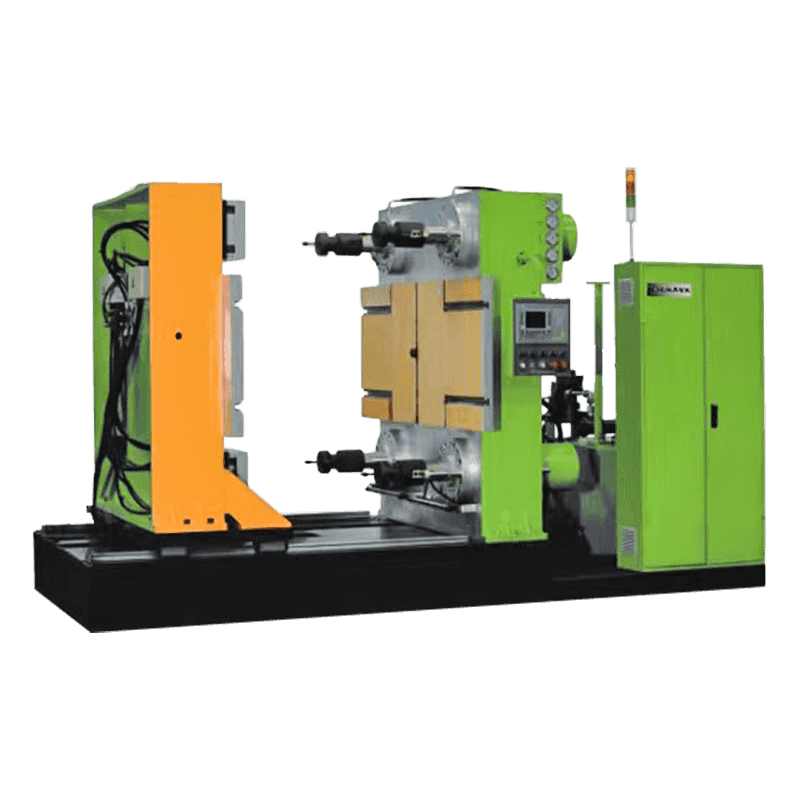
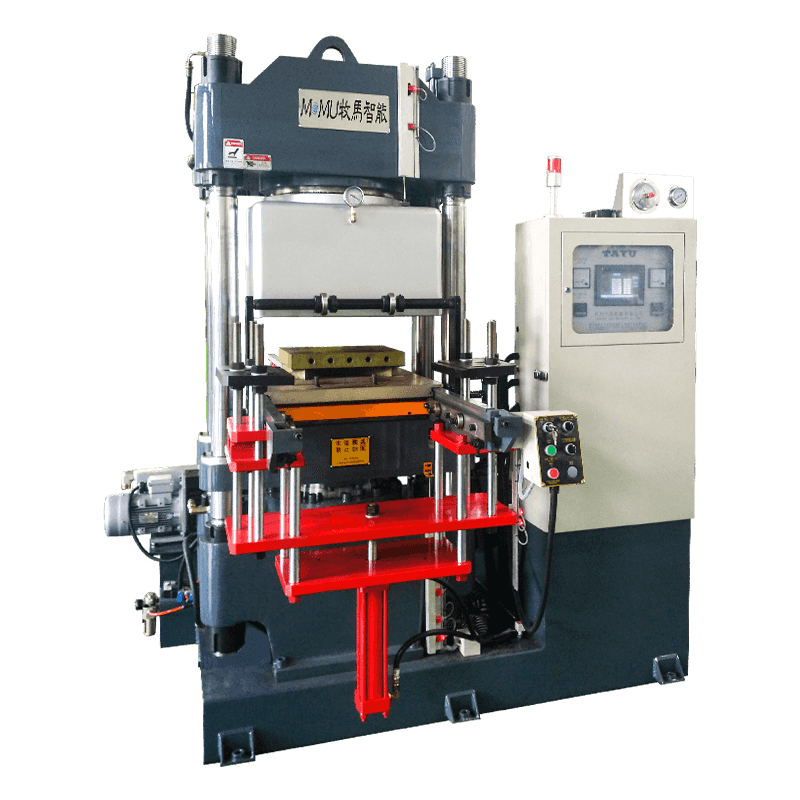
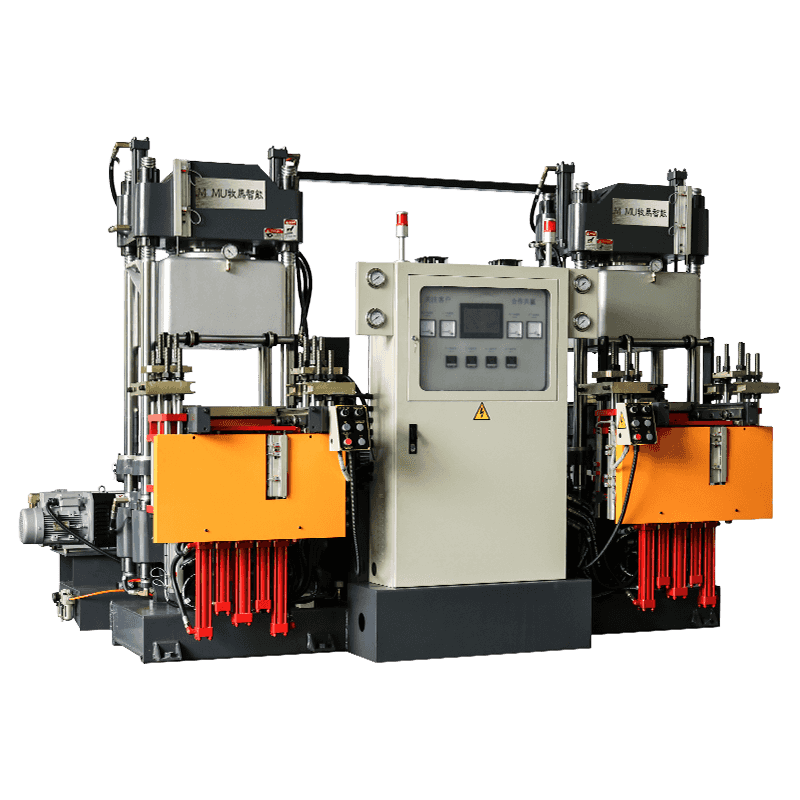
বিএমসি বিশেষ ছাঁচনির্মাণ মেশিন তিনটি প্রধান কনফিগারেশনে আসা, প্রতিটি বিভিন্ন অংশ জ্যামিতি এবং উৎপাদন ভলিউমের জন্য উপযুক্ত। কম্প্রেশন মোল্ডিং প্রেসগুলি কেবলমাত্র একটি খোলা, উত্তপ্ত ছাঁচের গহ্বরে যৌগের একটি পরিমাপিত চার্জ রাখে, তারপরে নিরাময়ের সময় উপাদানটিকে আকৃতি পূরণ করতে বাধ্য করার জন্য উচ্চ চাপে ছাঁচটি বন্ধ করে দেয়। এই পদ্ধতিটি সহজ জ্যামিতির জন্য ভাল কাজ করে এবং প্রায়শই এটির কম টুলিং খরচ এবং ফাইবার রিইনফোর্সমেন্টের মৃদু হ্যান্ডলিংয়ের জন্য বেছে নেওয়া হয়, যা যৌগের বেশি যান্ত্রিক শক্তি সংরক্ষণ করে।
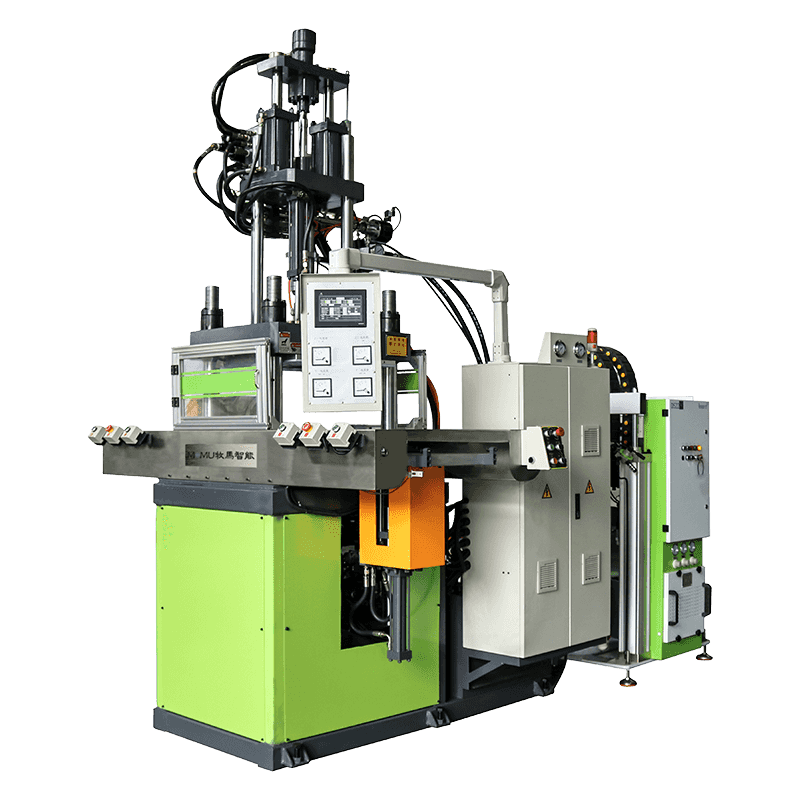
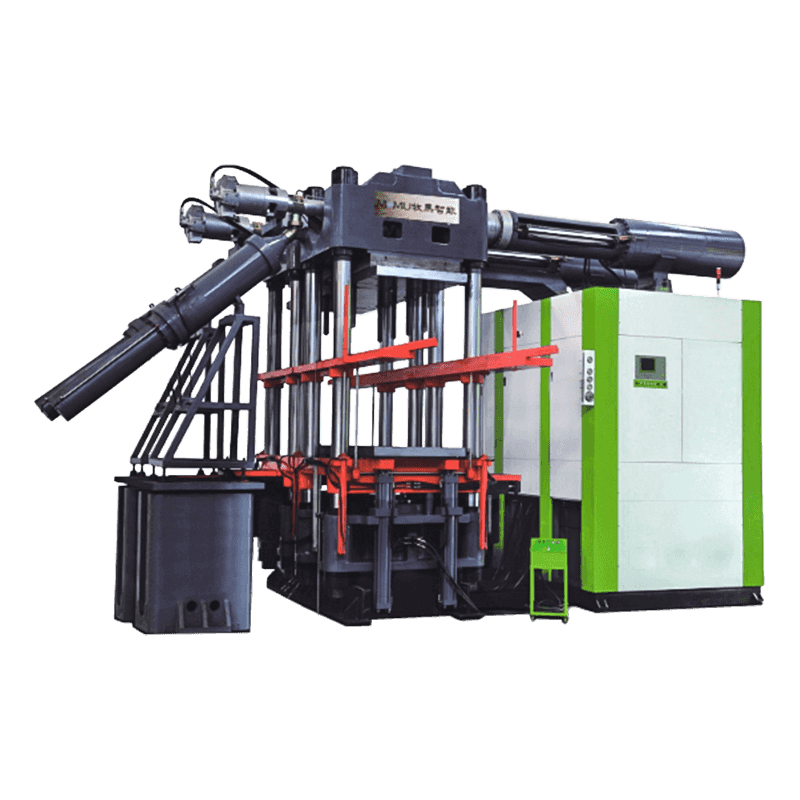
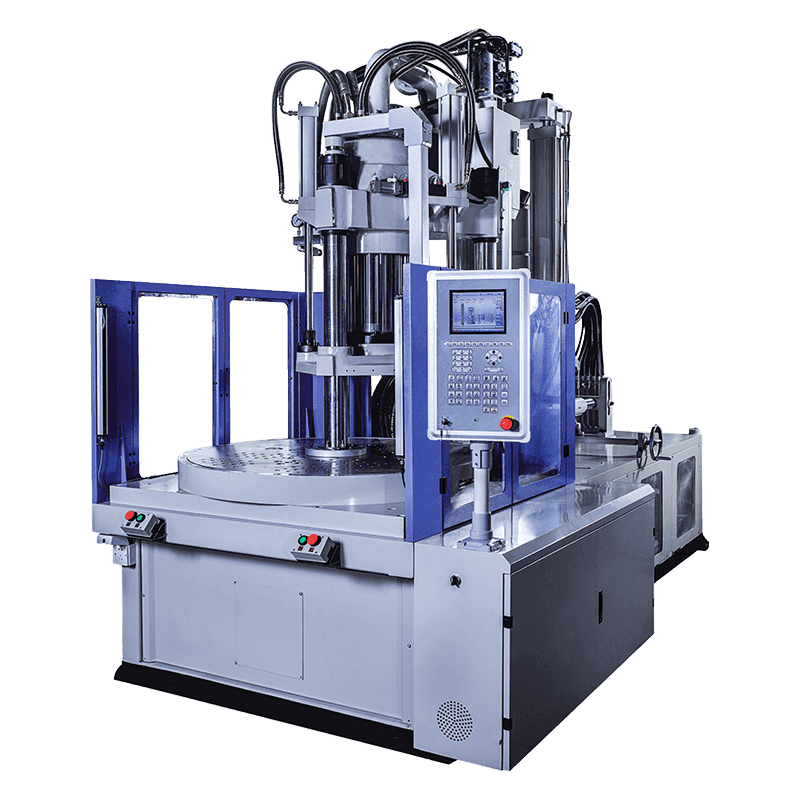
স্থানান্তর ছাঁচনির্মাণ মেশিনগুলি একটি পৃথক পাত্র ব্যবহার করে যৌগটিকে প্রি-হিট করার আগে একটি প্লাঞ্জার রানারদের মাধ্যমে এটিকে একটি বন্ধ ছাঁচে ঠেলে দেয়। এটি স্ট্রেইট কম্প্রেশন ছাঁচনির্মাণের চেয়ে আরও জটিল অংশের জ্যামিতি এবং ভাল মাত্রিক নিয়ন্ত্রণের জন্য অনুমতি দেয়, যদিও এটি সংকীর্ণ রানারগুলির মধ্য দিয়ে যাওয়ার সময় এটি ফাইবার শক্তিবৃদ্ধিকে কিছুটা বেশি শিয়ারের বিষয় করে। বিএমসি-এর জন্য অভিযোজিত ইনজেকশন ছাঁচনির্মাণ মেশিনগুলি এটিকে আরও এক ধাপ এগিয়ে নিয়ে যায়, একটি আদান-প্রদানকারী স্ক্রু ব্যবহার করে একটি বদ্ধ ছাঁচে সরাসরি যৌগকে খাওয়ানোর জন্য, যা মাঝারি জটিলতার অংশগুলির উচ্চ-আয়তনের উত্পাদনের জন্য উপযুক্ত।
তিনটি পদ্ধতির মধ্যে নির্বাচন করা
| পদ্ধতি | জন্য সেরা | সাধারণ সাইকেল সময় |
| কম্প্রেশন | সহজ আকার, উচ্চ শক্তি অংশ | 60 থেকে 120 সেকেন্ড |
| স্থানান্তর | মাঝারি জটিলতা, ছাঁচনির্মাণ সন্নিবেশ | 45 থেকে 90 সেকেন্ড |
| ইনজেকশন | উচ্চ আয়তন, জটিল জ্যামিতি | 20 থেকে 60 সেকেন্ড |
সঠিকভাবে একটি প্রোডাকশন রান সেট আপ করা হচ্ছে
যে কোনো উৎপাদন চালানো শুরু করার আগে, অপারেটরদের যাচাই করা উচিত যে ছাঁচের তাপমাত্রা সমস্ত অঞ্চলে স্থিতিশীল হয়েছে, যেহেতু একটি বড় ছাঁচের অংশগুলির মধ্যে এমনকি পাঁচ থেকে দশ ডিগ্রি তাপমাত্রার পার্থক্য অসম নিরাময় এবং অভ্যন্তরীণ চাপ সৃষ্টি করতে পারে। বেশিরভাগ আধুনিক BMC মেশিনে স্বাধীন রিডআউট সহ মাল্টি-জোন তাপমাত্রা নিয়ন্ত্রক অন্তর্ভুক্ত, এবং এটি একটি একক গড় পড়ার উপর বিশ্বাস না করে প্রতিটি অঞ্চলকে পৃথকভাবে পরীক্ষা করা মূল্যবান।
চার্জ ওজন আরেকটি গুরুত্বপূর্ণ পরিবর্তনশীল। খুব কম যৌগ ছোট শট বা পৃষ্ঠের শূন্যতা ছেড়ে দেয়, যখন অত্যধিক বিভাজন লাইনে ফ্ল্যাশ এবং অত্যধিক উপাদান ক্ষতির কারণ হয়। অপারেটররা সাধারণত ট্রায়াল শটগুলির একটি সিরিজের মাধ্যমে সঠিক চার্জের ওজন নির্ধারণ করে, প্রতিটি প্রচেষ্টার আগে যৌগটিকে সঠিকভাবে ওজন করে এবং অংশটি ন্যূনতম ফ্ল্যাশ দিয়ে সম্পূর্ণরূপে পূরণ না হওয়া পর্যন্ত ছোট বৃদ্ধিতে সামঞ্জস্য করে। একবার সঠিক ওজন প্রতিষ্ঠিত হয়ে গেলে, এটি নথিভুক্ত করা উচিত এবং ধারাবাহিকভাবে ব্যবহার করা উচিত, যেহেতু BMC যৌগটি থার্মোপ্লাস্টিকের সাথে সাধারণ অন-দ্য-ফ্লাই অ্যাডজাস্টমেন্ট সহ্য করে না।
ক্ল্যাম্পিং ফোর্স অবশ্যই অংশের প্রক্ষিপ্ত এলাকা এবং নিরাময়ের সময় উত্পন্ন অভ্যন্তরীণ চাপের সাথে মিলিত হতে হবে, সাধারণত প্রক্ষিপ্ত এলাকার 800 এবং 1500 psi এর মধ্যে একটি অঙ্গুষ্ঠের নিয়ম অনুসরণ করে, যদিও এটি নির্দিষ্ট যৌগ গঠন এবং অংশের জ্যামিতির সাথে পরিবর্তিত হয়। আন্ডার-ক্ল্যাম্পিং ফ্ল্যাশ এবং ডাইমেনশনাল অশুদ্ধতার দিকে পরিচালিত করে, যখন অতিরিক্ত ক্ল্যাম্পিং আংশিক গুণমান উন্নত না করে ছাঁচ এবং টাই বারগুলিতে পরিধানকে ত্বরান্বিত করতে পারে।
নিরাময় সময় এবং চক্র দক্ষতা ব্যবস্থাপনা
নিরাময় সময় হল একক বৃহত্তম ফ্যাক্টর যা নির্ধারণ করে যে একটি BMC মেশিন প্রতি ঘন্টায় কতগুলি অংশ উত্পাদন করতে পারে এবং এটি অংশের পুরুত্ব, ছাঁচের তাপমাত্রা এবং যৌগ গঠনে ব্যবহৃত নির্দিষ্ট নিরাময়কারী এজেন্টের উপর নির্ভর করে। মোটা অংশগুলির আরোগ্যের সময় বেশি লাগে কারণ পুরো অংশ জুড়ে প্রতিক্রিয়া সম্পূর্ণ হওয়ার আগে তাপ অবশ্যই মূল অংশে প্রবেশ করতে হবে, এবং খুব তাড়াতাড়ি একটি অংশ টেনে নেওয়ার ফলে পৃষ্ঠটি সম্পূর্ণরূপে নিরাময় দেখা গেলেও বিপর্যয় বা অসম্পূর্ণ যান্ত্রিক বৈশিষ্ট্যের ঝুঁকি থাকে।
অনেক নির্মাতারা স্ট্যান্ডার্ড ছাঁচের তাপমাত্রায় প্রতি মিলিমিটার প্রাচীরের বেধে প্রায় ত্রিশ সেকেন্ডের জন্য নিরাময়ের একটি সাধারণ নির্দেশিকা ব্যবহার করে, যদিও এটি সর্বদা সর্বজনীন নিয়ম হিসাবে বিবেচনা না করে নির্দিষ্ট রজন সরবরাহকারীর ডেটা শীটের বিরুদ্ধে যাচাই করা উচিত। একটি নতুন যৌগ ব্যাচে একটি ডিফারেনশিয়াল স্ক্যানিং ক্যালোরিমেট্রি পরীক্ষা চালানো একটি উত্পাদন চক্রের সময় কমিট করার আগে প্রকৃত নিরাময় গতিবিদ্যা নিশ্চিত করতে সাহায্য করতে পারে, বিশেষ করে যখন সরবরাহকারী বা রজন লট পরিবর্তন করা হয়।
চক্র সময় প্রভাবিত যে ফ্যাক্টর
- অংশ প্রাচীর বেধ এবং উপাদান সামগ্রিক ভর
- ছাঁচের পৃষ্ঠের তাপমাত্রা এবং গহ্বর জুড়ে অভিন্নতা
- নিরাময় এজেন্ট প্রকার এবং যৌগের মধ্যে ঘনত্ব
- ধাতব সন্নিবেশের উপস্থিতি, যা তাপ সিঙ্ক এবং ধীর স্থানীয় নিরাময় হিসাবে কাজ করতে পারে
- গহ্বরের সংখ্যা এবং তাদের মধ্যে যৌগ কতটা সমানভাবে বিতরণ করা হয়
সাধারণ ত্রুটি এবং তাদের মূল কারণ
যেহেতু বিএমসি ছাঁচনির্মাণে সাধারণ দৃঢ়করণের পরিবর্তে একটি রাসায়নিক নিরাময় প্রতিক্রিয়া জড়িত, তাই ত্রুটিগুলি প্রায়শই তাপীয় বা সময় সংক্রান্ত সমস্যাগুলির পরিবর্তে যান্ত্রিক সেটিংসের পরিবর্তে থার্মোপ্লাস্টিক সমস্যা সমাধানে প্রাধান্য পায়। সারফেস ব্লিস্টারিং, উদাহরণস্বরূপ, সাধারণত আটকে থাকা উদ্বায়ী বা বায়ু থেকে পরিণত হয় যা পৃষ্ঠের চামড়া ওভার হওয়ার আগে পালাতে পারে না, যা ইঞ্জেকশনের গতিতে পরিবর্তনের পরিবর্তে আরও ভাল ছাঁচ ভেন্টিং বা একটি সামঞ্জস্যপূর্ণ ভ্যাকুয়াম সিকোয়েন্সের প্রয়োজন নির্দেশ করে।
| খুঁত | সম্ভবত কারণ | প্রস্তাবিত ফিক্স |
| সারফেস ফোস্কা | আটকা পড়া উদ্বায়ী বা বায়ু | বায়ুচলাচল উন্নত করুন, ভ্যাকুয়াম টাইমিং সামঞ্জস্য করুন |
| ইজেকশন পরে warping | অপর্যাপ্ত নিরাময় সময় বা অসম ছাঁচ তাপ | নিরাময় প্রসারিত করুন, হিটার অঞ্চলের ভারসাম্য বজায় রাখুন |
| অতিরিক্ত ফ্ল্যাশ | ওভারচার্জ বা কম বাতা বল | চার্জ ওজন হ্রাস করুন, ক্ল্যাম্প টনেজ যাচাই করুন |
| ফাইবার শো বা রুক্ষতা | খাওয়ানোর সময় অতিরিক্ত শিয়ার | নিম্ন স্ক্রু গতি এবং পিছনে চাপ |
রক্ষণাবেক্ষণের অনুশীলন যা মেশিনের জীবনকে বাড়িয়ে দেয়
ব্যারেল, রানার্স বা ছাঁচের উপরিভাগে রেখে যাওয়া নিরাময়কৃত BMC অবশিষ্টাংশ ঘষিয়া তুলিয়া ফেলিতে সক্ষম এবং নিয়মিত পরিষ্কার না করা হলে স্ক্রু, চেক রিং এবং গহ্বরের পৃষ্ঠের পরিধানকে ত্বরান্বিত করতে পারে। বেশিরভাগ সুবিধাগুলি প্রতিটি শিফটের শেষে একটি পুঙ্খানুপুঙ্খ পরিস্কার এবং যান্ত্রিক পরিষ্কারের সময়সূচী করে, ক্রোম-প্লেটেড ছাঁচের পৃষ্ঠের ক্ষতি না করে নিরাময় করা রজন অবশিষ্টাংশকে নরম করার জন্য ডিজাইন করা ডেডিকেটেড ক্লিনিং যৌগ ব্যবহার করে।
হিটার ব্যান্ড এবং থার্মোকলগুলি একটি নির্দিষ্ট সময়সূচীতে পরীক্ষা করা উচিত, যেহেতু একটি ব্যর্থ হিটার জোন প্রায়শই একটি সুস্পষ্ট মেশিনের ত্রুটির পরিবর্তে একটি সূক্ষ্ম মানের ড্রিফট হিসাবে প্রথমে প্রদর্শিত হয়। একটি রক্ষণাবেক্ষণ লগ রাখা যা হিটার রেজিস্ট্যান্স রিডিং, স্ক্রু পরিধান পরিমাপ এবং সময়ের সাথে সাথে হাইড্রোলিক চাপের প্রবণতা রেকর্ড করে তা স্ক্র্যাপ যন্ত্রাংশের একটি ব্যাচ সৃষ্টি করার আগে একটি উন্নয়নশীল সমস্যাকে ধরা সহজ করে তোলে।
হাইড্রোলিক তরল অবস্থাও নিয়মিত মনোযোগের দাবি রাখে, যেহেতু BMC ছাঁচনির্মাণে জড়িত উচ্চ ক্ল্যাম্পিং বাহিনী সীল এবং ভালভের উপর ক্রমাগত চাপ দেয়। সময়সূচীতে ফিল্টার প্রতিস্থাপন করা এবং দীর্ঘ উত্পাদন চলাকালীন তরল তাপমাত্রা পর্যবেক্ষণ করা ধীরে ধীরে চাপের প্রবাহ রোধ করতে সহায়তা করে যা অপারেশনের কয়েক সপ্তাহ ধরে নীরবে ক্ল্যাম্প টনেজ এবং অংশের মাত্রাকে প্রভাবিত করতে পারে।
আপনার আবেদনের জন্য সঠিক মেশিন নির্বাচন করা
কেনার জন্য একটি BMC বিশেষ ছাঁচনির্মাণ মেশিনের মূল্যায়ন করার সময়, ক্ল্যাম্পিং টনেজ এবং শট আকারের সাথে আপনার গড় অংশের পরিবর্তে আপনার সবচেয়ে বড় প্রত্যাশিত অংশের সাথে মিল করুন, যেহেতু ভবিষ্যতের প্রকল্পগুলির জন্য একটি মেশিনকে ছোট করা একটি সাধারণ এবং ব্যয়বহুল ভুল। আপনার পণ্যের মিশ্রণটি সহজ, উচ্চ-শক্তির অংশগুলির দিকে ঝুঁকছে যা কম্প্রেশন ছাঁচনির্মাণ বা জটিল জ্যামিতিগুলিকে সন্নিবেশিত করে যা স্থানান্তর বা ইনজেকশন কনফিগারেশনের পক্ষে থাকে তা বিবেচনা করুন।
পরিশেষে, তাপমাত্রা নিয়ন্ত্রণ ব্যবস্থার জোন গণনা এবং প্রতিক্রিয়াশীলতাকে ঘনিষ্ঠভাবে দেখুন, যেহেতু অসামঞ্জস্যপূর্ণ ছাঁচ গরম করা BMC উৎপাদনে গুণমানের বৈচিত্রের সবচেয়ে স্থায়ী উত্সগুলির মধ্যে একটি। সূক্ষ্ম অঞ্চল নিয়ন্ত্রণ এবং দ্রুত হিটার প্রতিক্রিয়া সহ একটি মেশিন সাধারণত দীর্ঘ উত্পাদন চলাকালীন আরও সামঞ্জস্যপূর্ণ যন্ত্রাংশ তৈরি করবে, এমনকি যদি অগ্রিম খরচ একটি সহজ বিকল্পের চেয়ে কিছুটা বেশি হয়।