ইনসুলেটর ইনজেকশন ছাঁচনির্মাণ মেশিন বৈদ্যুতিক উপাদানগুলির উৎপাদনে একটি গুরুত্বপূর্ণ অগ্রগতির প্রতিনিধিত্ব করে, বিশেষ করে পাওয়ার ট্রান্সমিশন, ডিস্ট্রিবিউশন সিস্টেম এবং বিভিন্ন বৈদ্যুতিক অ্যাপ্লিকেশনগুলিতে ব্যবহৃত উচ্চ-মানের নিরোধক উপকরণ তৈরির জন্য। এই বিশেষ মেশিনগুলি উন্নত পলিমার প্রক্রিয়াকরণ প্রযুক্তির সাথে নির্ভুল প্রকৌশলকে একত্রিত করে ইনসুলেটর উপাদান তৈরি করে যা কঠোর বৈদ্যুতিক নিরাপত্তা মান এবং কর্মক্ষমতা প্রয়োজনীয়তা পূরণ করে। এই মেশিনগুলির বিবর্তন রূপান্তরিত করেছে কিভাবে নির্মাতারা ইনসুলেটর উত্পাদনের সাথে যোগাযোগ করে, উচ্চতর আউটপুট ভলিউম, উন্নত সামঞ্জস্য এবং উন্নত উপাদান বৈশিষ্ট্যগুলিকে সক্ষম করে যা আধুনিক বৈদ্যুতিক অবকাঠামোর জন্য প্রয়োজনীয়।
পাওয়ার গ্রিডগুলি প্রসারিত এবং পুনর্নবীকরণযোগ্য শক্তি সিস্টেমগুলি প্রসারিত হওয়ার সাথে সাথে নির্ভরযোগ্য বৈদ্যুতিক নিরোধকগুলির জন্য বিশ্বব্যাপী চাহিদা বাড়তে থাকে। ইনজেকশন ছাঁচনির্মাণ প্রযুক্তি বৈদ্যুতিক নিরোধকের জন্য প্রয়োজনীয় গুরুত্বপূর্ণ ডাইলেকট্রিক বৈশিষ্ট্য বজায় রেখে চমৎকার মাত্রিক নির্ভুলতার সাথে জটিল জ্যামিতি তৈরি করার ক্ষমতার কারণে পছন্দের উত্পাদন পদ্ধতি হিসাবে আবির্ভূত হয়েছে। এই মেশিনগুলির ক্ষমতা, নির্বাচনের মানদণ্ড এবং অপারেশনাল বিবেচনাগুলি বোঝা তাদের উত্পাদন প্রক্রিয়াগুলি অপ্টিমাইজ করতে এবং বাজারে উচ্চতর অন্তরক পণ্য সরবরাহ করতে চাওয়া নির্মাতাদের জন্য অপরিহার্য।
ইনসুলেটর ইনজেকশন ছাঁচনির্মাণের পিছনে মূল প্রযুক্তি বোঝা
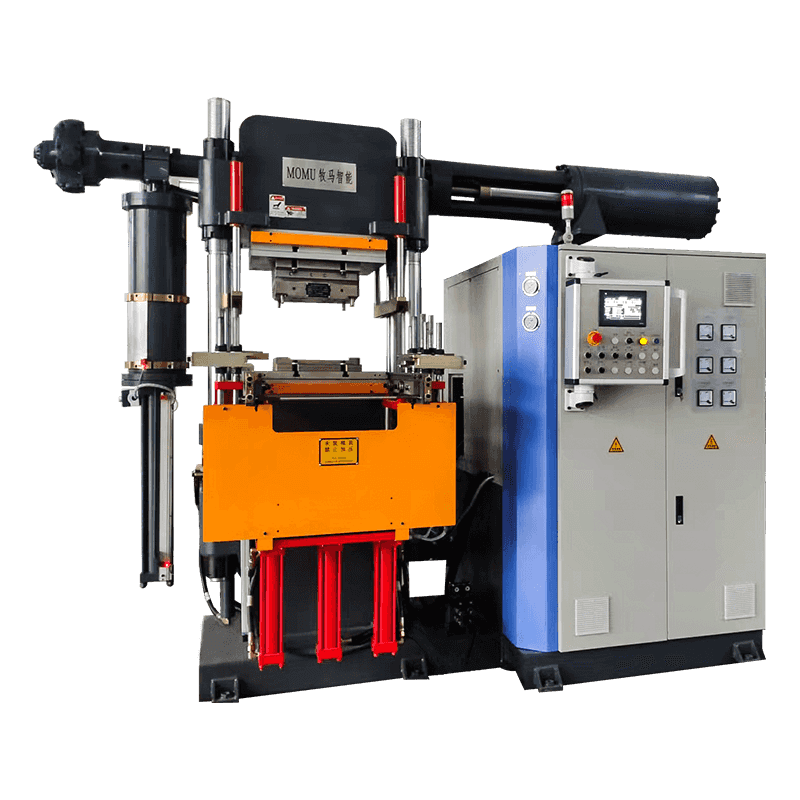
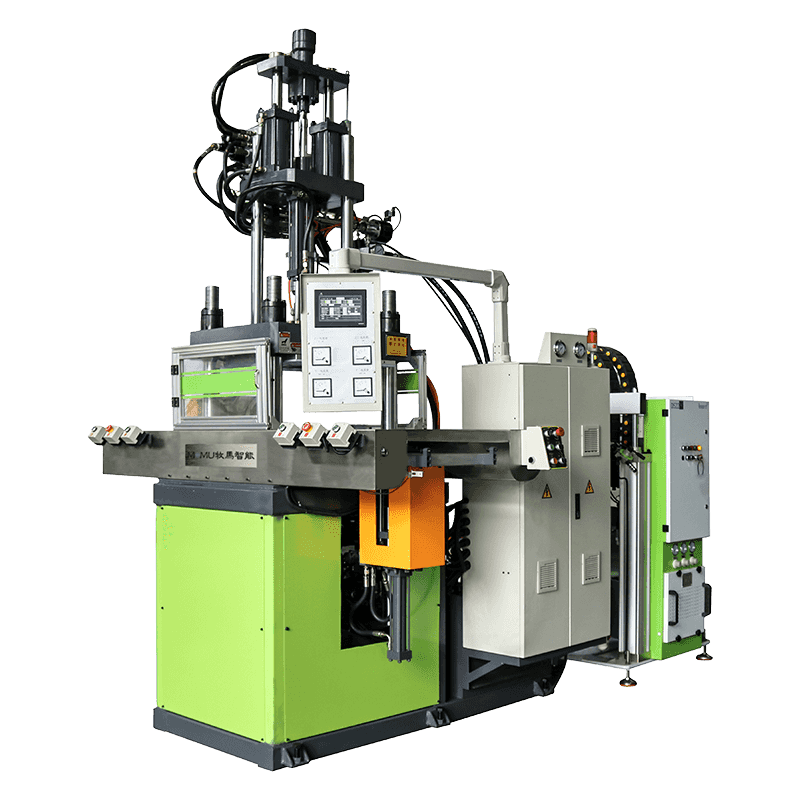
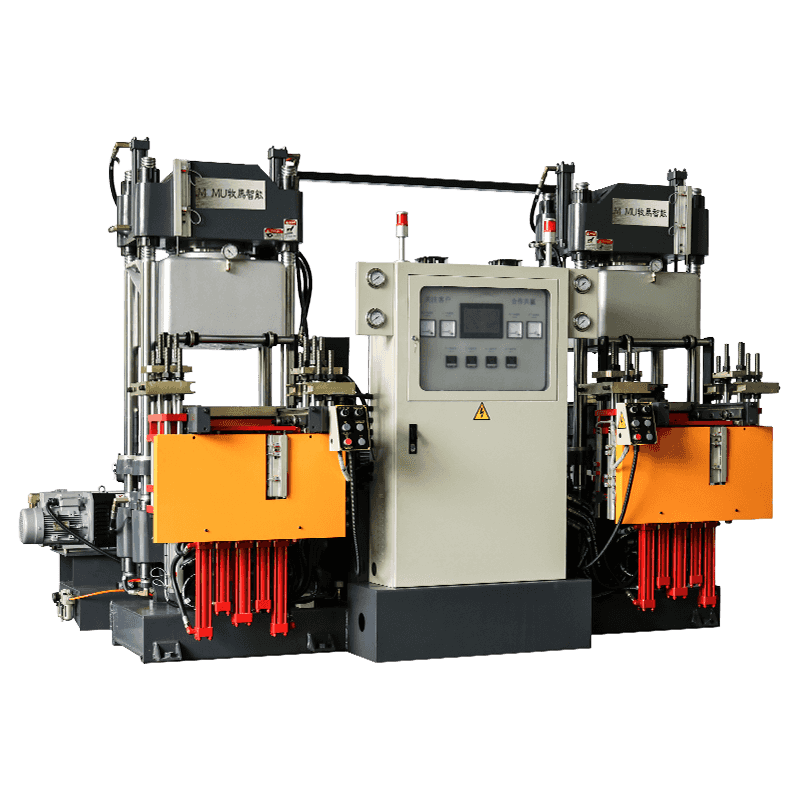
ইনসুলেটর ইনজেকশন ছাঁচনির্মাণ মেশিনগুলি চমৎকার অন্তরক বৈশিষ্ট্য সহ থার্মোপ্লাস্টিক এবং থার্মোসেটিং উপকরণ প্রক্রিয়াকরণের জন্য বিশেষভাবে অভিযোজিত মৌলিক নীতিগুলির উপর কাজ করে। প্রক্রিয়াটি কাঁচা পলিমার উপকরণ দিয়ে শুরু হয়, সাধারণত ইপোক্সি রেজিন, সিলিকন রাবার, পলিথিন বা অন্যান্য বিশেষ যৌগগুলিকে একটি উত্তপ্ত ব্যারেলে খাওয়ানো হয় যেখানে সেগুলিকে গলিয়ে একজাত করা হয়। গলিত উপাদানটি তারপর উচ্চ চাপে নির্ভুল-ইঞ্জিনিয়ারযুক্ত ছাঁচগুলিতে ইনজেকশন দেওয়া হয় যা অন্তরক উপাদানের চূড়ান্ত আকার এবং মাত্রা নির্ধারণ করে।
ইনসুলেটর ইনজেকশন ছাঁচনির্মাণ মেশিনগুলিকে স্ট্যান্ডার্ড ইনজেকশন ছাঁচনির্মাণ সরঞ্জাম থেকে আলাদা করে তা হল নির্দিষ্ট বৈদ্যুতিক এবং তাপীয় বৈশিষ্ট্য সহ উপকরণ পরিচালনার জন্য তাদের বিশেষ কনফিগারেশন। এই মেশিনগুলি সুনির্দিষ্ট তাপমাত্রা নিয়ন্ত্রণ ব্যবস্থা অন্তর্ভুক্ত করে যা পলিমারগুলিকে অন্তরক করার জন্য সর্বোত্তম প্রক্রিয়াকরণের অবস্থা বজায় রাখে, যার প্রায়শই সংকীর্ণ প্রক্রিয়াকরণ উইন্ডো থাকে। ইনজেকশন ইউনিটগুলি বিভিন্ন সান্দ্রতা সহ উপকরণগুলি পরিচালনা করার জন্য ডিজাইন করা হয়েছে এবং বায়ু পকেটগুলি দূর করার জন্য ভ্যাকুয়াম ডিগাসিংয়ের মতো বৈশিষ্ট্যগুলি অন্তর্ভুক্ত করতে পারে যা অস্তরক শক্তির সাথে আপস করতে পারে।
এই মেশিনগুলির ক্ল্যাম্পিং সিস্টেমটি অবশ্যই ইনজেকশনের সময় ছাঁচগুলি বন্ধ রাখার জন্য পর্যাপ্ত শক্তি সরবরাহ করতে হবে এবং তাপীয় প্রসারণ বৈশিষ্ট্যগুলিকে নিরোধক উপকরণগুলির সাথে সামঞ্জস্য করতে হবে। আধুনিক মেশিনে সাধারণত সার্ভো-হাইড্রোলিক বা অল-ইলেকট্রিক ড্রাইভ সিস্টেম রয়েছে যা ইনজেকশনের গতি, চাপ এবং ধরে রাখার সময়-পরামিতিগুলির উপর সুনির্দিষ্ট নিয়ন্ত্রণ প্রদান করে যা চূড়ান্ত পণ্যের বৈদ্যুতিক বৈশিষ্ট্য, যান্ত্রিক শক্তি এবং পৃষ্ঠের ফিনিসকে সরাসরি প্রভাবিত করে।
ইনসুলেটর ইনজেকশন ছাঁচনির্মাণে প্রক্রিয়াকৃত মূল উপকরণ
সফল অন্তরক উত্পাদনের জন্য উপযুক্ত অন্তরক উপকরণ নির্বাচন মৌলিক। বিভিন্ন অ্যাপ্লিকেশনের জন্য নির্দিষ্ট বৈদ্যুতিক, যান্ত্রিক এবং পরিবেশগত প্রতিরোধের বৈশিষ্ট্য সহ উপকরণ প্রয়োজন। এই উপকরণগুলি বোঝা নির্মাতাদের সঠিক মেশিন কনফিগারেশন এবং প্রক্রিয়াকরণ পরামিতি নির্বাচন করতে সহায়তা করে।
| উপাদানের ধরন | প্রাথমিক অ্যাপ্লিকেশন | মূল বৈশিষ্ট্য |
| ইপোক্সি রেজিন | উচ্চ-ভোল্টেজ অন্তরক, বুশিং | চমৎকার অস্তরক শক্তি, তাপ স্থিতিশীলতা |
| সিলিকন রাবার | আউটডোর ইনসুলেটর, তারের জিনিসপত্র | আবহাওয়া প্রতিরোধের, হাইড্রোফোবিসিটি, নমনীয়তা |
| পলিথিন (PE) | তারের নিরোধক, কম ভোল্টেজ উপাদান | কম অস্তরক ক্ষতি, আর্দ্রতা প্রতিরোধের |
| BMC/DMC যৌগ | সার্কিট ব্রেকার অংশ, সুইচগিয়ার | চাপ প্রতিরোধের, মাত্রিক স্থায়িত্ব |
প্রতিটি উপাদান বিভাগের নির্দিষ্ট মেশিন কনফিগারেশন এবং প্রক্রিয়াকরণ পরামিতি প্রয়োজন। ইপোক্সি রেজিন এবং BMC যৌগগুলির মতো থার্মোসেটিং উপাদানগুলি ছাঁচের মধ্যে নিরাময় প্রক্রিয়া শুরু এবং নিয়ন্ত্রণ করতে বিশেষ স্ক্রু ডিজাইন এবং হিটিং প্রোফাইল সহ মেশিনের চাহিদা রাখে। এই উপকরণগুলি একবার নিরাময় করার পরে পুনরায় গলিত করা যায় না, বর্জ্য কমাতে এবং সামঞ্জস্যপূর্ণ গুণমান নিশ্চিত করার জন্য প্রক্রিয়া নিয়ন্ত্রণকে গুরুত্বপূর্ণ করে তোলে। বিপরীতভাবে, পলিথিনের মতো থার্মোপ্লাস্টিক উপাদানগুলি পুনঃপ্রক্রিয়াকরণের নমনীয়তা প্রদান করে তবে সর্বোত্তম স্ফটিকতা এবং বৈদ্যুতিক বৈশিষ্ট্যগুলি অর্জনের জন্য সুনির্দিষ্ট শীতল নিয়ন্ত্রণ প্রয়োজন।
ক্রিটিক্যাল মেশিন স্পেসিফিকেশন এবং নির্বাচনের মানদণ্ড
উপযুক্ত ইনসুলেটর ইনজেকশন ছাঁচনির্মাণ মেশিন নির্বাচন করার জন্য একাধিক প্রযুক্তিগত বৈশিষ্ট্যের যত্ন সহকারে বিবেচনা করা প্রয়োজন যা উত্পাদনের প্রয়োজনীয়তা এবং পণ্যের বৈশিষ্ট্যগুলির সাথে সারিবদ্ধ। ক্ল্যাম্পিং ফোর্স সবচেয়ে মৌলিক বৈশিষ্ট্যগুলির একটিকে প্রতিনিধিত্ব করে, সাধারণত 50 থেকে 2000 টন অন্তরক উৎপাদনের জন্য। এই পরামিতি অবশ্যই ইনজেকশন চাপ প্রতিরোধ করতে এবং ছাঁচ পৃথকীকরণ প্রতিরোধ করার জন্য যথেষ্ট হতে হবে, যা ফ্ল্যাশ গঠন এবং মাত্রিক ভুলের কারণ হবে। প্রয়োজনীয় ক্ল্যাম্পিং ফোর্স নির্ভর করে অংশের অভিক্ষিপ্ত এলাকা এবং জটিল জ্যামিতি পূরণের জন্য প্রয়োজনীয় ইনজেকশন চাপের উপর।
ইনজেকশন ক্ষমতা এবং শট সাইজ একটি একক চক্রে ইনজেকশন করা যেতে পারে এমন উপাদানের সর্বাধিক পরিমাণ নির্ধারণ করে। ইনসুলেটর তৈরির জন্য, এই স্পেসিফিকেশনটি শুধুমাত্র অংশের আয়তনের জন্য নয় বরং রানার সিস্টেম এবং সম্ভাব্য বর্জ্যের জন্যও হিসাব করা আবশ্যক। সামঞ্জস্যপূর্ণ প্লাস্টিকাইজেশন নিশ্চিত করতে এবং ব্যারেলে অত্যধিক বসবাসের সময় থেকে উপাদানের অবক্ষয় এড়াতে মেশিনগুলি সাধারণত 40-70% শট ক্ষমতা ব্যবহারের সাথে নির্বাচন করা হয়।
মেশিনের স্পেসিফিকেশন মূল্যায়ন করার সময় নিম্নলিখিত বিষয়গুলি অপরিহার্য:
- স্ক্রু ডিজাইন এবং L/D অনুপাত নির্দিষ্ট অন্তরক উপাদানের জন্য উপযুক্ত, থার্মোসেটিং যৌগগুলির জন্য বিশেষ স্ক্রু সহ কমপ্রেশন অনুপাত এবং প্রতিক্রিয়াশীল পদার্থের জন্য উপযুক্ত নন-রিটার্ন ভালভ সমন্বিত
- সুনির্দিষ্ট থার্মাল প্রোফাইল বজায় রাখার জন্য পর্যাপ্ত গরম এবং শীতল করার ক্ষমতা সহ তাপমাত্রা নিয়ন্ত্রণ অঞ্চল, বিশেষত সংকীর্ণ প্রক্রিয়াকরণ উইন্ডো সহ উপকরণগুলির জন্য গুরুত্বপূর্ণ
- ইনজেকশনের গতি এবং চাপ নিয়ন্ত্রণের ক্ষমতা যা মাল্টি-স্টেজ ইনজেকশন প্রোফাইলগুলিকে প্রবাহের নিদর্শনগুলিকে অপ্টিমাইজ করতে এবং অভ্যন্তরীণ চাপ কমাতে দেয়
- ছাঁচের তাপমাত্রা নিয়ন্ত্রণ ব্যবস্থা যা বড় ছাঁচের পৃষ্ঠ জুড়ে সামঞ্জস্যপূর্ণ তাপমাত্রা বজায় রাখতে পারে, প্রায়শই গরম এবং শীতল করার ক্ষমতা সহ বাহ্যিক তাপমাত্রা নিয়ন্ত্রণ ইউনিটের প্রয়োজন হয়
- ট্রেসেবিলিটি এবং ধারাবাহিক উত্পাদন নিশ্চিত করতে ডেটা লগিং, প্রক্রিয়া পর্যবেক্ষণ এবং মান নিয়ন্ত্রণ একীকরণ সহ নিয়ন্ত্রণ ব্যবস্থার পরিশীলিত
গুণমান অন্তরক জন্য উত্পাদন প্রক্রিয়া অপ্টিমাইজ করা
ইনসুলেটর উত্পাদনে সামঞ্জস্যপূর্ণ গুণমান অর্জনের জন্য ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার পরামিতিগুলির সূক্ষ্ম অপ্টিমাইজেশন প্রয়োজন। প্রক্রিয়াকরণ শর্ত এবং চূড়ান্ত পণ্য বৈশিষ্ট্য মধ্যে সম্পর্ক জটিল, একাধিক ভেরিয়েবল বৈদ্যুতিক কর্মক্ষমতা, যান্ত্রিক শক্তি, এবং মাত্রিক নির্ভুলতা প্রভাবিত করার জন্য ইন্টারঅ্যাক্ট করে। তাপমাত্রা ব্যবস্থাপনা সম্ভবত সবচেয়ে গুরুত্বপূর্ণ ফ্যাক্টর হিসাবে দাঁড়িয়েছে, যা উপাদান প্রবাহের বৈশিষ্ট্যকে প্রভাবিত করে, থার্মোসেটিং উপকরণগুলির জন্য নিরাময়ের হার এবং থার্মোপ্লাস্টিকগুলিতে স্ফটিককরণ আচরণকে প্রভাবিত করে।
ব্যারেল তাপমাত্রা প্রোফাইলগুলি অবশ্যই প্রক্রিয়াজাত করা নির্দিষ্ট উপাদানের উপর ভিত্তি করে সাবধানে স্থাপন করা উচিত। ইপোক্সি-ভিত্তিক ইনসুলেটরগুলির জন্য, তাপমাত্রা সাধারণত 80-120 ডিগ্রি সেলসিয়াসের মধ্যে বজায় রাখা হয় যাতে অকাল নিরাময় ছাড়াই রজন তরল থাকে। থার্মোসেটিং উপকরণের ছাঁচের তাপমাত্রা উল্লেখযোগ্যভাবে বেশি, প্রায়ই 150-180°C, গ্রহণযোগ্য চক্র সময়ের মধ্যে সম্পূর্ণ নিরাময়ের সুবিধার্থে। এই উন্নত ছাঁচের তাপমাত্রায় তাপীয় স্থিতিশীলতা এবং অপারেটর সুরক্ষা বজায় রাখার জন্য বিশেষ গরম করার সিস্টেম এবং নিরোধক প্রয়োজন।

ইনজেকশন গতি এবং চাপ অপ্টিমাইজেশান
ইনজেকশন ফেজ চূড়ান্ত পণ্যের অভ্যন্তরীণ গঠন এবং পৃষ্ঠের গুণমানকে সমালোচনামূলকভাবে প্রভাবিত করে। উচ্চ ইনজেকশনের গতি জেটিং, প্রবাহের চিহ্ন এবং অত্যধিক শিয়ার গরম করার কারণ হতে পারে, যা পলিমারকে ক্ষয় করতে পারে বা দুর্বল ইন্টারফেস তৈরি করতে পারে। বিপরীতভাবে, অত্যধিক ধীর ইনজেকশনের ফলে অসম্পূর্ণ ভরাট হতে পারে, বিশেষত পাতলা বিভাগ বা দীর্ঘ প্রবাহ পথ সহ জটিল জ্যামিতিতে। মাল্টি-স্টেজ ইনজেকশন প্রোফাইলগুলি প্রস্তুতকারকদের এই প্রতিযোগিতামূলক প্রয়োজনীয়তাগুলির ভারসাম্য বজায় রাখার অনুমতি দেয়, বাল্ক ফিলিং এর জন্য উচ্চ গতি ব্যবহার করে এবং ছাঁচ সম্পূর্ণ হওয়ার সাথে সাথে ধীর গতির দ্বারা অনুসরণ করে।
চাপ এবং সময় ধরে রাখা ছাঁচের গহ্বরের পর্যাপ্ত প্যাকিং নিশ্চিত করে কারণ উপাদান ঠান্ডা হয় এবং সঙ্কুচিত হয়। ইনসুলেটরগুলির জন্য, শূন্যতা কমাতে এবং মাত্রিক সহনশীলতা বজায় রাখার জন্য সঠিক প্যাকিং অপরিহার্য। হোল্ডিং চাপ সাধারণত সর্বোচ্চ ইনজেকশন চাপের 40-70% পর্যন্ত থাকে এবং গেট শক্ত না হওয়া পর্যন্ত রক্ষণাবেক্ষণ করা হয়, ভলিউমেট্রিক সংকোচনের জন্য ক্ষতিপূরণের সময় ব্যাকফ্লো প্রতিরোধ করে।
বৈদ্যুতিক অন্তরক জন্য ছাঁচ নকশা বিবেচনা
ছাঁচটি ইনসুলেটর ইনজেকশন ছাঁচনির্মাণ সিস্টেমের একটি গুরুত্বপূর্ণ উপাদানকে প্রতিনিধিত্ব করে, সরাসরি পণ্যের গুণমান, উত্পাদন দক্ষতা এবং উত্পাদন ব্যয়কে প্রভাবিত করে। ইনসুলেটর মোল্ডগুলিকে বৈদ্যুতিক প্রয়োজনীয়তার প্রতি যত্নবান মনোযোগ দিয়ে ডিজাইন করা উচিত, বৈশিষ্ট্যগুলি অন্তর্ভুক্ত করে যা অভিন্ন উপাদান বিতরণকে উন্নীত করে, স্ট্রেসের ঘনত্ব কমিয়ে দেয় এবং শেড, পাঁজর এবং মাউন্টিং হার্ডওয়্যার ইন্টারফেসের মতো জটিল জ্যামিতিগুলি সম্পূর্ণ পূরণ করতে সহায়তা করে।
গেট নকশা এবং অবস্থান উল্লেখযোগ্যভাবে চূড়ান্ত পণ্য বৈশিষ্ট্য প্রভাবিত. ইনসুলেটরগুলির জন্য, গেটগুলি সাধারণত সুষম ভরাট নিশ্চিত করার জন্য এবং উচ্চ-চাপযুক্ত অঞ্চলে ওয়েল্ড লাইনগুলিকে ছোট করার জন্য স্থাপন করা হয়। ইনজেকশন চাপ কমাতে এবং উপাদান বন্টন উন্নত করতে বড় ইনসুলেটরগুলির জন্য একাধিক গেট সিস্টেম নিযুক্ত করা যেতে পারে। গেটের ধরন - কিনারা, সাবমেরিন বা হট রানার - অবশ্যই উপাদান বৈশিষ্ট্য, অংশ জ্যামিতি এবং নান্দনিক প্রয়োজনীয়তার উপর ভিত্তি করে নির্বাচন করতে হবে।
চূড়ান্ত পণ্যের অস্তরক প্রয়োজনীয়তার কারণে নিরোধক ছাঁচের জন্য ভেন্টিং বিশেষভাবে গুরুত্বপূর্ণ। আটকা পড়া বাতাস শূন্যতা তৈরি করতে পারে যা বৈদ্যুতিক চাপকে কেন্দ্রীভূত করে এবং অকাল ব্যর্থতার দিকে পরিচালিত করে। পর্যাপ্ত ভেন্টিং চ্যানেলগুলি, সাধারণত 0.02-0.05 মিমি গভীর, অবশ্যই ফ্লো টার্মিনেশন পয়েন্টে এবং কোর পিনের চারপাশে অন্তর্ভুক্ত করা উচিত যখন উপাদানের ফ্ল্যাশ প্রতিরোধ করার জন্য যথেষ্ট অগভীর হওয়া উচিত।
মান নিয়ন্ত্রণ এবং পরীক্ষার মান
ইনসুলেটর উত্পাদনে গুণমানের নিশ্চয়তা বৈদ্যুতিক পরীক্ষা এবং উপাদান সম্পত্তি বৈধতা অন্তর্ভুক্ত করার জন্য মাত্রিক যাচাইকরণের বাইরে প্রসারিত হয়। আধুনিক ইনসুলেটর ইনজেকশন মোল্ডিং অপারেশনগুলি ইন-লাইন মনিটরিং সিস্টেমগুলিকে অন্তর্ভুক্ত করে যা রিয়েল-টাইমে জটিল প্রক্রিয়ার পরামিতিগুলিকে ট্র্যাক করে, প্রক্রিয়ার স্থিতিশীলতার উপর তাত্ক্ষণিক প্রতিক্রিয়া প্রদান করে এবং বিচ্যুতি ঘটলে দ্রুত হস্তক্ষেপ সক্ষম করে।
মোল্ডেড ইনসুলেটরগুলির জন্য বৈদ্যুতিক পরীক্ষার প্রোটোকলগুলিতে সাধারণত অস্তরক শক্তি পরীক্ষা অন্তর্ভুক্ত থাকে, যা ভাঙ্গন ছাড়াই নির্দিষ্ট ভোল্টেজের মাত্রা সহ্য করার উপাদানটির ক্ষমতা যাচাই করে। ক্যালিব্রেটেড উচ্চ-ভোল্টেজ পরীক্ষার সরঞ্জাম ব্যবহার করে প্রতিটি উত্পাদন ব্যাচ থেকে নমুনা অংশগুলিতে এই পরীক্ষা করা হয়। অতিরিক্ত বৈদ্যুতিক পরীক্ষাগুলির মধ্যে পৃষ্ঠ এবং ভলিউম প্রতিরোধ ক্ষমতা পরিমাপ, ট্র্যাকিং প্রতিরোধের মূল্যায়ন এবং উচ্চ-ভোল্টেজ অ্যাপ্লিকেশনের জন্য আংশিক স্রাব পরীক্ষা অন্তর্ভুক্ত থাকতে পারে।
যান্ত্রিক সম্পত্তি পরীক্ষা নিশ্চিত করে যে ইনসুলেটরগুলি ইনস্টলেশনের চাপ এবং পরিষেবার লোড সহ্য করতে পারে। সাধারণ পরীক্ষাগুলির মধ্যে রয়েছে প্রসার্য শক্তি, নমনীয় শক্তি এবং প্রভাব প্রতিরোধের পরিমাপ। পরিবেশগত পরীক্ষা ত্বরিত আবহাওয়া, তাপ সাইক্লিং, এবং রাসায়নিক বা UV বিকিরণের এক্সপোজারের মাধ্যমে বার্ধক্যজনিত প্রভাবগুলিকে অনুকরণ করে, যা অন্তরকের দীর্ঘমেয়াদী কার্যকারিতা নির্ভরযোগ্যতাকে বৈধ করে।
রক্ষণাবেক্ষণ এবং অপারেশনাল সর্বোত্তম অনুশীলন
ইনসুলেটর ইনজেকশন ছাঁচনির্মাণ মেশিনগুলিকে সর্বোত্তম অবস্থায় রক্ষণাবেক্ষণের জন্য পদ্ধতিগত প্রতিরোধমূলক রক্ষণাবেক্ষণ প্রোগ্রামের প্রয়োজন যা যান্ত্রিক এবং তাপীয় সিস্টেম উভয়েরই সমাধান করে। নিয়মিত পরিদর্শন এবং সার্ভিসিং অপ্রত্যাশিত ডাউনটাইম প্রতিরোধ করে এবং সামঞ্জস্যপূর্ণ পণ্যের গুণমান নিশ্চিত করে। হাইড্রোলিক সিস্টেমে প্রতিক্রিয়াশীল নিয়ন্ত্রণ বজায় রাখতে এবং দূষণ প্রতিরোধ করার জন্য পর্যায়ক্রমিক তেল পরিবর্তন, ফিল্টার প্রতিস্থাপন এবং চাপ পরীক্ষার প্রয়োজন। সার্ভো-ইলেকট্রিক মেশিনের যথার্থতা এবং নির্ভরযোগ্যতা নিশ্চিত করতে বল স্ক্রু, লিনিয়ার গাইড এবং বৈদ্যুতিক উপাদানগুলির নিয়মিত পরিদর্শন প্রয়োজন।
ব্যারেল এবং স্ক্রু অ্যাসেম্বলি উচ্চ তাপমাত্রা এবং ইনসুলেটিং যৌগগুলিতে সাধারণ ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলারের সংস্পর্শে আসার কারণে বিশেষ মনোযোগের দাবি রাখে। পরিধানের নিদর্শনগুলির জন্য নিয়মিত পরিদর্শন, উপাদান পরিবর্তনের মধ্যে সঠিক শুদ্ধকরণ পদ্ধতি এবং জীর্ণ উপাদানগুলির সময়মত প্রতিস্থাপন মানের সমস্যা এবং উপাদান দূষণ প্রতিরোধ করে। সঠিক তাপ নিয়ন্ত্রণ নিশ্চিত করতে তাপমাত্রা সেন্সর এবং গরম করার উপাদানগুলি পর্যায়ক্রমে ক্রমাঙ্কিত করা উচিত।
অপারেটর প্রশিক্ষণ সফল ইনসুলেটর উত্পাদনের একটি প্রায়শই অবমূল্যায়িত দিক উপস্থাপন করে। ভাল-প্রশিক্ষিত কর্মীরা প্রক্রিয়া বিচ্যুতির প্রাথমিক সতর্কতা লক্ষণগুলি সনাক্ত করতে পারে, গুণমানের সমস্যাগুলির যথাযথভাবে প্রতিক্রিয়া জানাতে পারে এবং নতুন পণ্য বা উপকরণগুলির জন্য মেশিন সেটিংস অপ্টিমাইজ করতে পারে। বিস্তৃত প্রশিক্ষণ প্রোগ্রামগুলি মেশিন অপারেশন, নিরাপত্তা প্রোটোকল, উপাদান পরিচালনা, গুণমান পরিদর্শন পদ্ধতি এবং মৌলিক সমস্যা সমাধানের কৌশলগুলিকে কভার করতে হবে। প্রক্রিয়া পরামিতি, রক্ষণাবেক্ষণ কার্যক্রম, এবং গুণমান মেট্রিক্সের ডকুমেন্টেশন ক্রমাগত উন্নতি করতে সক্ষম করে এবং প্রক্রিয়া অপ্টিমাইজেশান এবং সমস্যা সমাধানের জন্য মূল্যবান ডেটা সরবরাহ করে৷