কি LSR ইনজেকশন ছাঁচনির্মাণ মৌলিকভাবে ভিন্ন করে তোলে
লিকুইড সিলিকন রাবার (এলএসআর) ইনজেকশন ছাঁচনির্মাণ একটি নির্ভুল উত্পাদন প্রক্রিয়া যা প্রচলিত থার্মোপ্লাস্টিক ইনজেকশন ছাঁচনির্মাণ থেকে প্রায় প্রতিটি গুরুত্বপূর্ণ প্যারামিটারে আলাদা। যেখানে থার্মোপ্লাস্টিক ছাঁচনির্মাণ একটি উত্তপ্ত উপাদানকে একটি শীতল ছাঁচে শক্ত করার জন্য ইনজেক্ট করে, সেখানে LSR ছাঁচনির্মাণ বিপরীতটি করে: একটি ঠাণ্ডা, দুই-উপাদানের তরল সিলিকন যৌগ একটি উত্তপ্ত ছাঁচে ইনজেক্ট করা হয় যেখানে এটি একটি সংযোজন-নিরাময় ক্রসলিংকিং প্রতিক্রিয়ার মধ্য দিয়ে যায় এবং স্থায়ীভাবে একটি নমনীয়, টেকসই ইলাস্টোমিক অংশে ভলকানাইজ করে। এই থার্মাল ইনভার্সন—একটি গরম ছাঁচে ঠান্ডা ইনজেকশন—সম্পূর্ণ মেশিন আর্কিটেকচার, ছাঁচ ডিজাইনের দর্শন, এবং সফল LSR উৎপাদনের জন্য প্রয়োজনীয় প্রক্রিয়া নিয়ন্ত্রণ কৌশলকে সংজ্ঞায়িত করে। LSR ইনজেকশন ছাঁচনির্মাণ মেশিনের চারপাশে নির্দিষ্ট, অপারেটিং বা ডিজাইন করার জন্য এই মৌলিক উল্টোটা বোঝা হল শুরুর বিন্দু।
LSR যৌগগুলি দুই-অংশের সিস্টেম হিসাবে সরবরাহ করা হয়: অংশ A তে প্ল্যাটিনাম অনুঘটক সহ বেস পলিমার রয়েছে এবং অংশ B-এ ক্রসলিংকার এবং ইনহিবিটর প্যাকেজ রয়েছে। এই দুটি উপাদান অকাল নিরাময় প্রতিরোধ করার জন্য আলাদাভাবে সংরক্ষণ করা হয়, মেশিনের ডোজিং সিস্টেম দ্বারা 1:1 অনুপাতে পরিমাপ করা হয়, ইনজেকশনের আগে অবিলম্বে একটি স্ট্যাটিক মিক্সারে মিশ্রিত করা হয় এবং একটি তাপগত অবস্থাযুক্ত, অত্যন্ত নিয়ন্ত্রিত প্রবাহে ছাঁচে সরবরাহ করা হয়। সম্পূর্ণ উপাদান হ্যান্ডলিং এবং ইনজেকশন সিস্টেমকে অবশ্যই 5°C এবং 25°C এর মধ্যে তাপমাত্রায় অকাল জেলেশন রোধ করতে হবে, যখন ছাঁচটি দ্রুত সম্পূর্ণ নিরাময়ের জন্য 150°C থেকে 220°C তাপমাত্রায় কাজ করে। মেশিন এবং ছাঁচ জুড়ে এই তাপীয় বৈসাদৃশ্য পরিচালনা করা LSR ইনজেকশন ছাঁচনির্মাণের কেন্দ্রীয় প্রকৌশল চ্যালেঞ্জ।
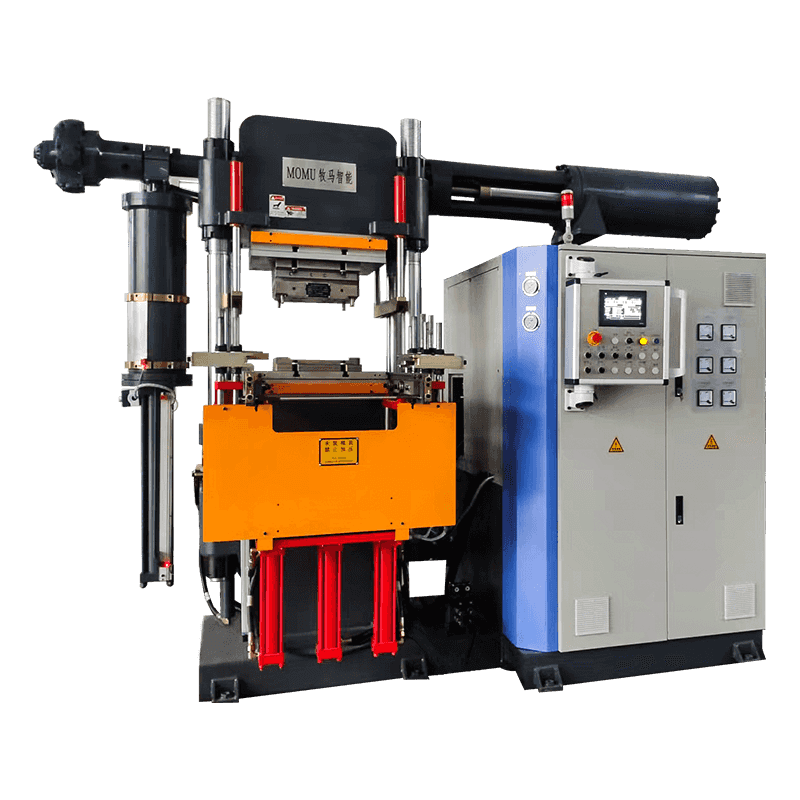
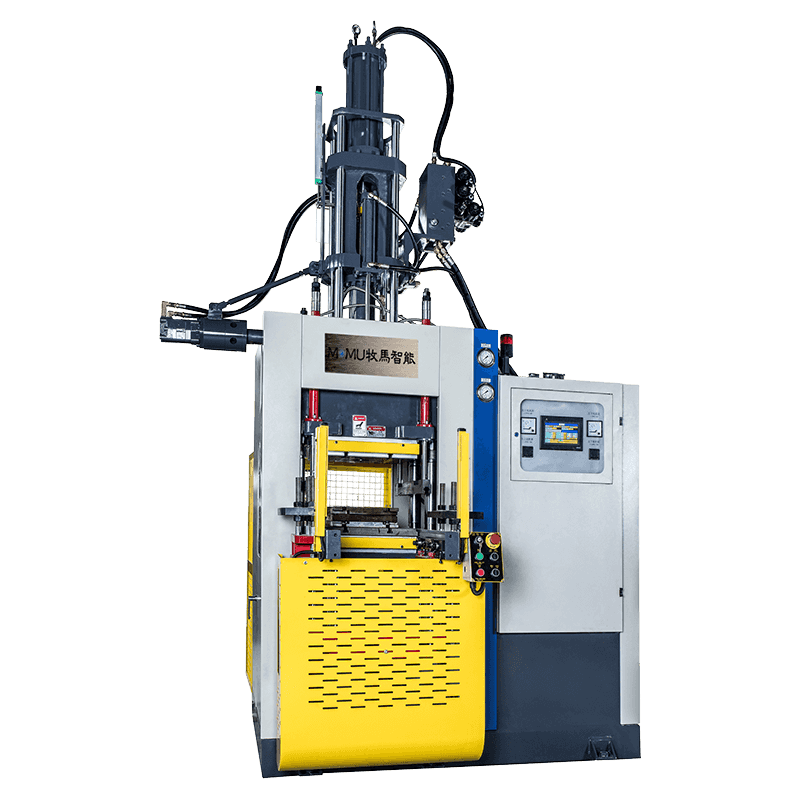
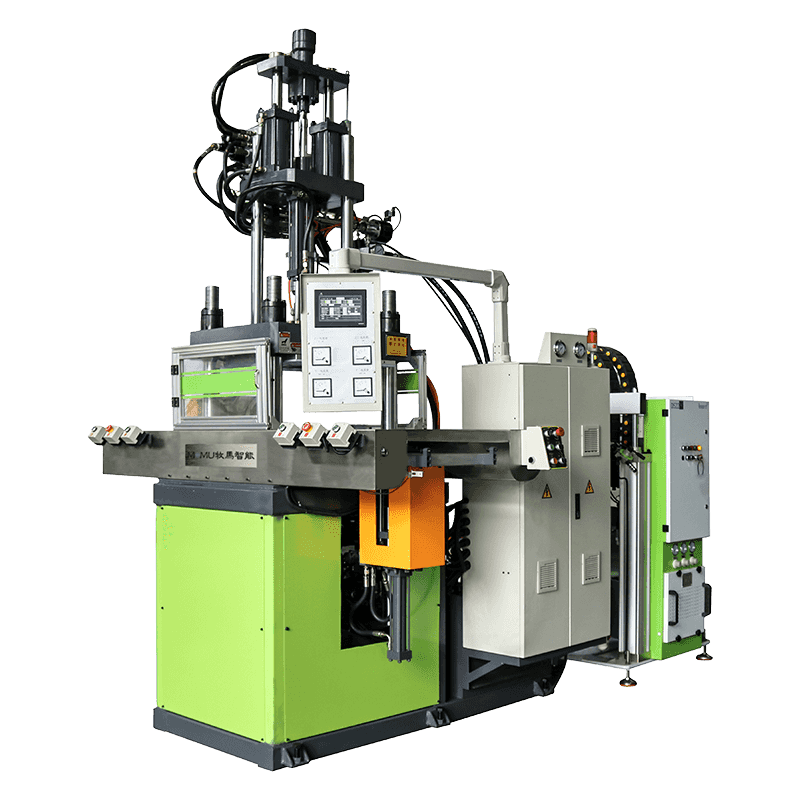
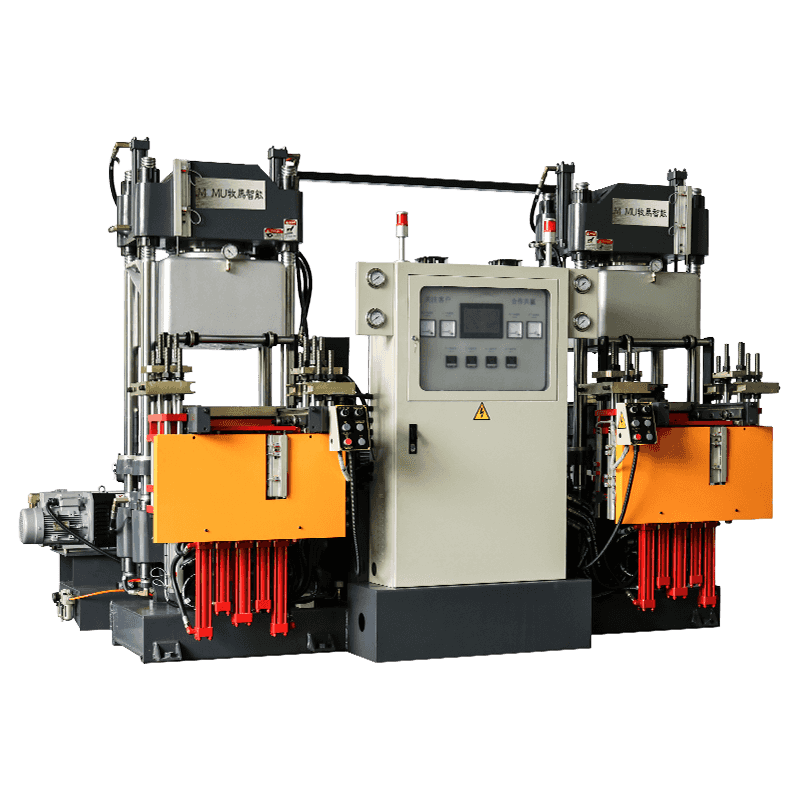
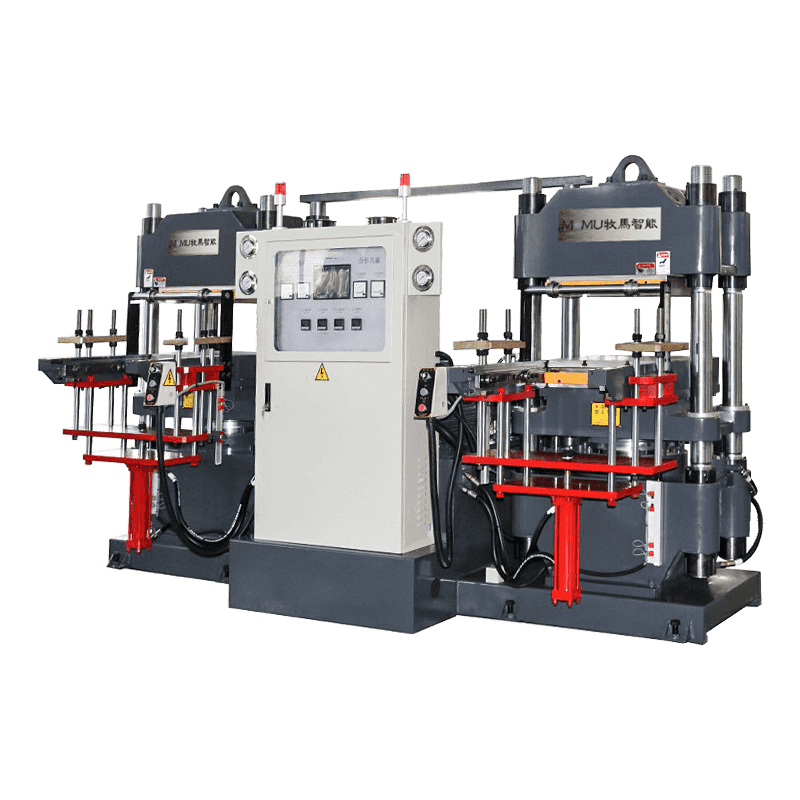
একটি LSR ইনজেকশন ছাঁচনির্মাণ মেশিনের মূল উপাদান
আ LSR ইনজেকশন ছাঁচনির্মাণ মেশিন একটি সমন্বিত সিস্টেম যা বেশ কয়েকটি সাবসিস্টেম সমন্বিত করে যা সুনির্দিষ্ট সমন্বয়ে কাজ করতে হবে যাতে সামঞ্জস্যপূর্ণ অংশের গুণমান সরবরাহ করা যায়। একটি স্ট্যান্ডার্ড থার্মোপ্লাস্টিক ইনজেকশন মেশিনের বিপরীতে যেখানে ব্যারেল এবং স্ক্রু প্লাস্টিকাইজেশন এবং ইনজেকশন সঞ্চালন করে, LSR মেশিনের ইনজেকশন ইউনিট একটি কম-সান্দ্রতা, তাপীয়ভাবে সংবেদনশীল দুই-উপাদান তরল পরিচালনা করার জন্য উদ্দেশ্য-নির্মিত। প্রতিটি সাবসিস্টেম প্রক্রিয়ায় একটি নির্দিষ্ট এবং অ-প্রতিস্থাপনযোগ্য ভূমিকা পালন করে।
দুই-কম্পোনেন্ট মিটারিং এবং ডোজিং সিস্টেম
মিটারিং সিস্টেম অনুগামী প্লেট ব্যবহার করে সাপ্লাই ড্রাম বা প্যাল থেকে অংশ A এবং অংশ B আঁকে যা উপাদান পৃষ্ঠের উপর অবিরাম চাপ বজায় রাখে এবং বায়ু প্রবেশ রোধ করে। যথার্থ গিয়ার পাম্প বা পিস্টন-টাইপ মিটারিং পাম্পগুলি সুনির্দিষ্টভাবে নিয়ন্ত্রিত 1:1 ভলিউম্যাট্রিক অনুপাতের সাথে উভয় উপাদান একই সাথে সরবরাহ করে, অনুপাতের যথার্থতা সাধারণত ±1% এর মধ্যে ধরে রাখা হয় যাতে ধারাবাহিক ক্রসলিংক ঘনত্ব এবং চূড়ান্ত কঠোরতা নিশ্চিত করা যায়। অনেক সিস্টেমে একটি পিগমেন্ট ডোজিং লাইনও অন্তর্ভুক্ত করা হয়—একটি তৃতীয় মিটারিং স্ট্রীম যা প্রোগ্রামেবল অনুপাতে মিক্সিং হেডে রঙের মাস্টারব্যাচ বা কার্যকরী সংযোজন প্রবর্তন করে, ম্যানুয়াল যৌগ প্রস্তুতি ছাড়াই বহু-রঙের বা সংযোজন-ডোজ উত্পাদন সক্ষম করে। ডোজিং সার্কিট জুড়ে প্রেসার সেন্সর এবং ফ্লো মিটার রিয়েল-টাইম ফিডব্যাক প্রদান করে যা অ্যালার্ম ট্রিগার করে এবং মেশিন স্টপ করে যদি রেশিও ড্রিফ্ট বা প্রবাহের অসঙ্গতি সনাক্ত হয়।

স্ট্যাটিক মিক্সিং এবং কোল্ড রানার সিস্টেম
পরিমাপ করার পরে, দুটি উপাদান একটি নিষ্পত্তিযোগ্য স্ট্যাটিক মিক্সারের মধ্য দিয়ে যায়—একটি টিউব যাতে হেলিকাল মিশ্রণ উপাদানগুলির একটি সিরিজ থাকে যা সম্পূর্ণ একজাত মিশ্রণ না হওয়া পর্যন্ত উপাদান স্ট্রীমগুলিকে ক্রমান্বয়ে বিভক্ত এবং পুনরায় একত্রিত করে, সাধারণত যৌগিক সান্দ্রতা এবং মানের ইচ্ছার উপর নির্ভর করে 20 থেকে 40টি মিশ্রণ উপাদানগুলির মধ্যে। মিশ্র যৌগটি তারপর ছাঁচে ঠান্ডা রানার সিস্টেমে প্রবেশ করে, যা একটি তাপীয়ভাবে বিচ্ছিন্ন বহুগুণ যা ইনজেকশন ব্যারেলের মতো একই শীতল তাপমাত্রায় বজায় থাকে - সাধারণত 20 ডিগ্রি সেন্টিগ্রেডের নিচে - জল শীতল সার্কিট ব্যবহার করে যা গরম ছাঁচের তাপমাত্রা নিয়ন্ত্রণ থেকে স্বাধীনভাবে চলে। কোল্ড রানার শটগুলির মধ্যে আন-নিরাময় করা LSR ধরে রাখে, উপাদানের বর্জ্য প্রতিরোধ করে এবং স্বয়ংক্রিয় ডি-গেটিং সক্ষম করে যেহেতু কোল্ড রানার স্প্রু এবং রানারগুলি তরল থাকে এবং ছাঁচ খোলার সাথে সাথে প্রত্যাহার করা হয়, ট্রিম বা রিসাইকেল করার জন্য কোনও নিরাময় রানার স্ক্র্যাপ থাকে না।
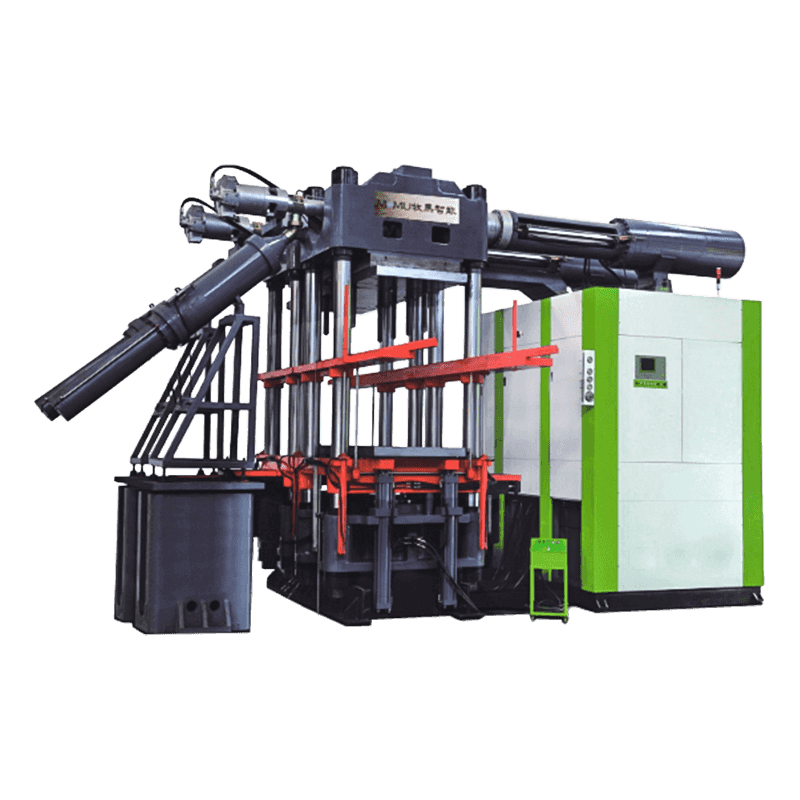
ইনজেকশন ব্যারেল এবং রেসিপ্রোকেটিং স্ক্রু
ইনজেকশন ব্যারেল কোল্ড রানার ম্যানিফোল্ড থেকে মিশ্রিত এলএসআর যৌগ গ্রহণ করে এবং একটি কম-কম্প্রেশন রেসিপ্রোকেটিং স্ক্রু ব্যবহার করে উপাদানের একটি শট জমা করে এবং ছাঁচের গহ্বরে ইনজেকশন দেয়। থার্মোপ্লাস্টিক স্ক্রুগুলির বিপরীতে, যা শিয়ারের মাধ্যমে তাপ উৎপন্ন করার জন্য ডিজাইন করা হয়েছে, LSR ইনজেকশন স্ক্রুগুলির খুব কম কম্প্রেশন অনুপাত রয়েছে (সাধারণত 1:1 থেকে 1.2:1) এবং ব্যারেলে অকাল নিরাময় ট্রিগার এড়াতে ন্যূনতম শিয়ার হিটিং সহ উপাদানগুলিকে বহন করার জন্য ডিজাইন করা হয়েছে। প্ল্যাটিনাম অনুঘটকের সক্রিয়করণ থ্রেশহোল্ডের নীচে উপাদান তাপমাত্রা বজায় রাখার জন্য সমগ্র ব্যারেল সমাবেশ জল শীতল সঙ্গে জ্যাকেট করা হয়. LSR ছাঁচনির্মাণে শট আকারের নির্ভুলতা গুরুত্বপূর্ণ কারণ উপাদানটির খুব কম সান্দ্রতা রয়েছে এবং শট ভলিউম ক্যাভিটি ভলিউম ছাড়িয়ে গেলে এমনকি ছোট ফাঁক জুড়ে ফ্ল্যাশ করবে — LSR-এর জন্য সাধারণ ইনজেকশন চাপ 100 থেকে 250 বার পর্যন্ত, থার্মোপ্লাস্টিক ইনজেকশন চাপের তুলনায় যথেষ্ট কম।
LSR প্রক্রিয়াকরণের জন্য নির্দিষ্ট ছাঁচ ডিজাইনের নীতি
LSR ছাঁচ নকশা নীতিগুলি অনুসরণ করে যা অনেক ক্ষেত্রে থার্মোপ্লাস্টিক ছাঁচ ডিজাইনের বিপরীত। যেহেতু LSR নিরাময়ের সময় কিছুটা সঙ্কুচিত হয় (সাধারণত যৌগ এবং নিরাময়ের অবস্থার উপর নির্ভর করে 2-4% রৈখিক সংকোচন) এবং এটির অস্বাস্থ্যকর অবস্থায় অত্যন্ত কম সান্দ্রতা রয়েছে, তাই ছাঁচটি অবশ্যই কঠোর বিভাজন লাইন সহনশীলতা, আরও আক্রমণাত্মক নিঃসরণ কৌশল এবং একটি তাপীয় স্থাপত্য এবং দ্রুত ক্যাভিটেকচারকে প্রচার করে। ছাঁচ নির্মাণে সাধারণত P20 বা H13 গ্রেডে শক্ত টুল ইস্পাত ব্যবহার করা হয়, যেখানে গহ্বরের পৃষ্ঠগুলিকে Ra 0.05 µm বা আরও ভালো করে পালিশ করা হয় যাতে চিকিৎসা, অপটিক্যাল বা ভোক্তা-গ্রেডের LSR যন্ত্রাংশে প্রয়োজনীয় সারফেস ফিনিশ করা যায়।
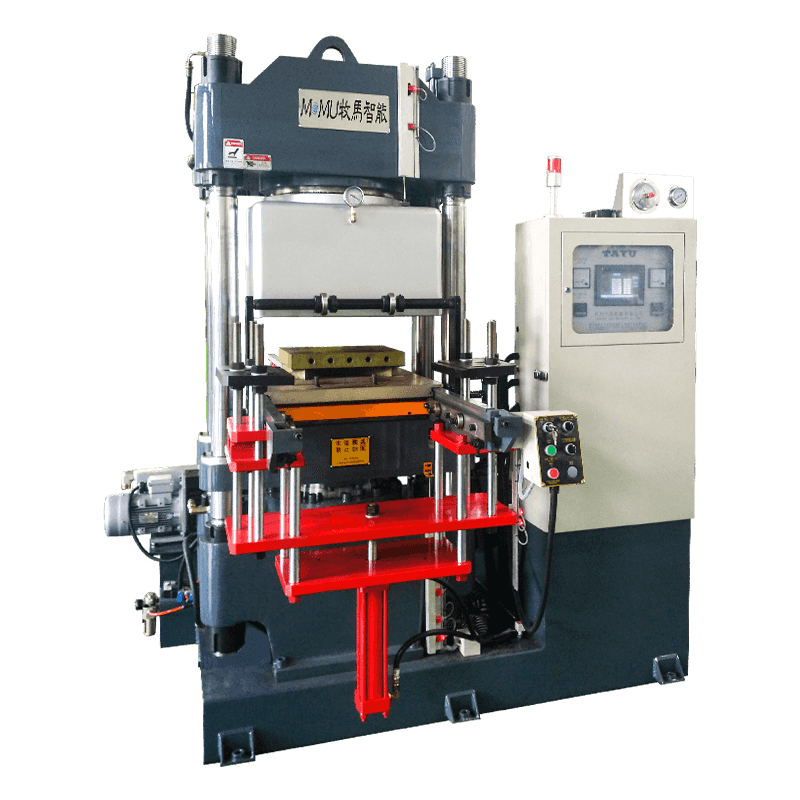
বিভাজন লাইন সহনশীলতা এবং ফ্ল্যাশ প্রতিরোধ
LSR-এর কম সান্দ্রতা—সাধারণত ইনজেকশন তাপমাত্রায় 50,000 থেকে 300,000 mPa·s-এর মানে এটি ইনজেকশন চাপে 0.004 মিমি পর্যন্ত ছোট ফাঁক ভেদ করবে, ফ্ল্যাশ তৈরি করবে যা অত্যন্ত পাতলা, ছাঁটাই করা কঠিন এবং নির্ভুল প্রয়োগে অগ্রহণযোগ্য। বিভাজন লাইনের পৃষ্ঠগুলি ছাঁচের মুখ জুড়ে 0.005 মিমি এর মধ্যে সমতল হতে হবে এবং ক্ল্যাম্পিং ফোর্স অবশ্যই ইনজেকশন এবং নিরাময়ের সময় গহ্বরের চাপের বিরুদ্ধে বিভাজন রেখাকে বন্ধ রাখার জন্য যথেষ্ট হতে হবে। প্রয়োজনীয় ক্ল্যাম্পিং ফোর্স প্রজেক্টেড অংশের ক্ষেত্রফল এবং সর্বোচ্চ গহ্বরের চাপের উপর ভিত্তি করে গণনা করা হয়, একটি সাধারণ নিরাপত্তা ফ্যাক্টর 1.5 থেকে 2 প্রয়োগ করা হয়। মাল্টি-ক্যাভিটি এলএসআর ছাঁচের জন্য ছোট মেডিকেল উপাদান তৈরি করে, 50 থেকে 150 টন ক্ল্যাম্পিং ফোর্স সাধারণ শট আকারের মেশিনগুলির জন্যও সাধারণ।
বায়ু উচ্ছেদের জন্য ভেন্টিং কৌশল
এলএসআর ছাঁচের গহ্বরে আটকে থাকা বায়ু উপাদানের মধ্য দিয়ে পালাতে পারে না কারণ এটি কিছু থার্মোপ্লাস্টিক প্রক্রিয়ায় যেখানে গ্যাস গলে যায়। এলএসআর-এ আটকে থাকা বাতাস শূন্যতা, অসম্পূর্ণ ভরাট এবং পৃষ্ঠের ত্রুটি তৈরি করে যা বিশেষত স্বচ্ছ বা স্বচ্ছ এলএসআর যৌগগুলিতে দৃশ্যমান। LSR ছাঁচ ডিজাইনে দুটি ভেন্টিং কৌশল ব্যবহার করা হয়: 0.003 থেকে 0.005 মিমি গভীরতার নিখুঁত-গ্রাউন্ড বিভাজন লাইনের ভেন্টের মাধ্যমে প্যাসিভ ভেন্টিং শেষ-পূর্ণ স্থানে স্থাপন করা, এবং সক্রিয় ভ্যাকুয়াম ভেন্টিং যেখানে একটি ভ্যাকুয়াম পাম্প অবিলম্বে ডেডিকেটেড ইনভেন্ট চ্যানেলের মাধ্যমে বন্ধ ছাঁচের গহ্বরগুলিকে সরিয়ে দেয়। ভ্যাকুয়াম-সহায়তা LSR ছাঁচনির্মাণ জটিল জ্যামিতি অংশগুলির জন্য বাধ্যতামূলক, 0.5 মিলিমিটারের নিচে পাতলা দেয়াল বা অ্যাপ্লিকেশন যেখানে শূন্য অকার্যকর বিষয়বস্তু একটি গুণমানের প্রয়োজন, যেমন ইমপ্লান্টযোগ্য চিকিৎসা উপাদানগুলির ক্ষেত্রে।
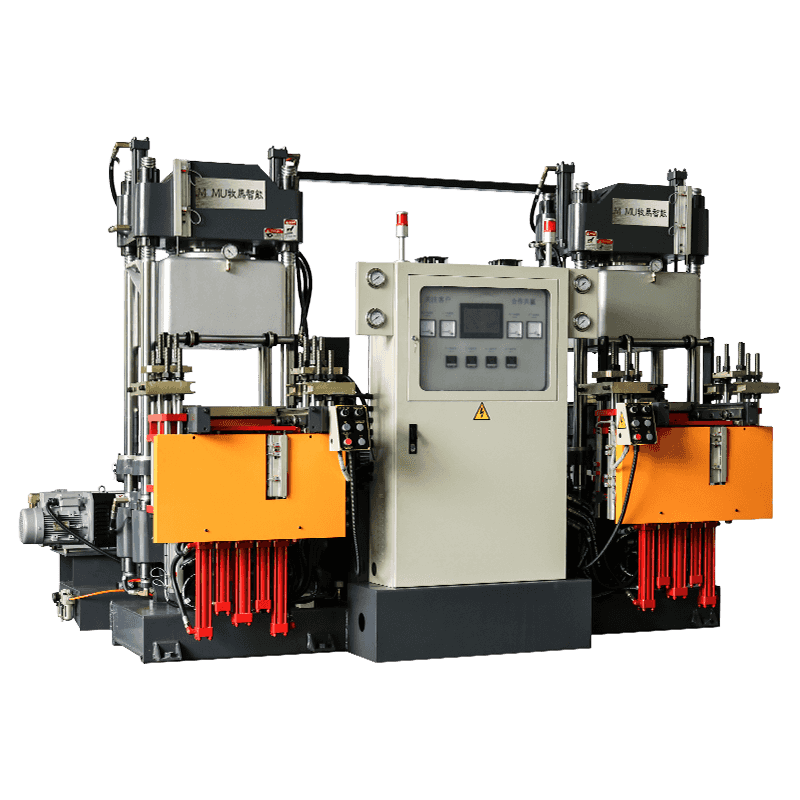
থার্মাল ডিজাইন এবং হিটিং সিস্টেম লেআউট
সমস্ত গহ্বর জুড়ে সামঞ্জস্যপূর্ণ নিরাময়ের হারের জন্য অভিন্ন ছাঁচের তাপমাত্রা অপরিহার্য, বিশেষ করে বহু-গহ্বরের সরঞ্জামগুলিতে যেখানে গহ্বরের মধ্যে তাপমাত্রার তারতম্য বিভিন্ন কঠোরতা, সংকোচন এবং যান্ত্রিক বৈশিষ্ট্য সহ অংশ তৈরি করে। বৈদ্যুতিক কার্টিজ হিটার হল এলএসআর ছাঁচের জন্য সবচেয়ে সাধারণ গরম করার পদ্ধতি, সঠিকভাবে অবস্থিত নিদর্শনগুলিতে ইনস্টল করা হয় যেগুলি স্থির-অবস্থায় উত্পাদন পরিস্থিতিতে পরিমাপ করা হলে গহ্বরের পৃষ্ঠ জুড়ে ±3°C এর মধ্যে তাপমাত্রা অভিন্নতা অর্জন করে। LSR ডিউটির জন্য নিবেদিত ছাঁচের তাপমাত্রা নিয়ন্ত্রকগুলি ±1°C এর সেট-পয়েন্ট নির্ভুলতা বজায় রাখে এবং প্রতিটি চক্রের গরম ছাঁচের পৃষ্ঠের বিরুদ্ধে ঠান্ডা LSR ইনজেকশনের ফলে সৃষ্ট তাপ নিষ্কাশনে দ্রুত সাড়া দেয়। গহ্বর পৃষ্ঠের 5 মিমি মধ্যে থার্মোকল বসানো - ছাঁচের ভিত্তির পরিবর্তে - আরও প্রতিনিধিত্বমূলক গহ্বরের তাপমাত্রা প্রতিক্রিয়া এবং কঠোর নিয়ন্ত্রণ প্রদান করে।
মূল প্রক্রিয়া পরামিতি এবং অংশ মানের উপর তাদের প্রভাব
সামঞ্জস্যপূর্ণ, ত্রুটি-মুক্ত অংশগুলি তৈরি করতে LSR ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া নিয়ন্ত্রণ করার জন্য প্রতিটি প্রক্রিয়া পরামিতি কীভাবে চূড়ান্ত ফলাফলকে প্রভাবিত করে তা বোঝার প্রয়োজন। নিম্নোক্ত সারণী সমালোচনামূলক পরামিতি, তাদের সাধারণ অপারেটিং ব্যাপ্তি এবং তারা প্রাথমিকভাবে প্রভাবিত করে এমন গুণমানের বৈশিষ্ট্যগুলিকে সংক্ষিপ্ত করে:
| প্যারামিটার | সাধারণ পরিসর | প্রাথমিক গুণমান প্রভাব |
| ছাঁচের তাপমাত্রা | 150–220°C | নিরাময় সম্পূর্ণতা, চক্র সময়, সংকোচন |
| ইনজেকশন গতি | 10-80 মিমি/সে স্ক্রু বেগ | ভারসাম্য পূরণ, এয়ার এন্ট্রাপমেন্ট, ফ্ল্যাশ ঝুঁকি |
| ইনজেকশন চাপ | 100-250 বার | গহ্বর ভরাট, বিভাজন লাইন ফ্ল্যাশ |
| নিরাময়ের সময় | 15-90 সেকেন্ড | যান্ত্রিক বৈশিষ্ট্য, অংশ অশ্রুযোগ্যতা |
| উপাদানের তাপমাত্রা (ব্যারেল) | 5-25° সে | পাত্র জীবন, অকাল জেলেশন প্রতিরোধ |
| ডোজিং অনুপাত (A:B) | 1:1 ± 1% | কঠোরতা, ক্রসলিংক ঘনত্ব, কম্প্রেশন সেট |
নিরাময়ের সময় বিশেষভাবে প্রভাবশালী কারণ কম-নিরাময় করা এলএসআর অংশগুলি ধ্বংস করার সময় ছিঁড়ে যায়, যখন সম্পূর্ণ ক্রসলিংক ঘনত্ব অর্জন করার পরে অর্থপূর্ণভাবে যান্ত্রিক বৈশিষ্ট্যগুলিকে উন্নত না করে উল্লেখযোগ্যভাবে অতিরিক্ত নিরাময় করা বর্জ্য চক্রের সময়। প্রদত্ত ছাঁচের তাপমাত্রার জন্য ন্যূনতম নিরাময়ের সময় একটি নিরাময় অধ্যয়নের মাধ্যমে প্রতিষ্ঠিত হয় যেখানে অংশগুলি ক্রমান্বয়ে সংক্ষিপ্ত বিরতিতে ভেঙে ফেলা হয় এবং ন্যূনতম গ্রহণযোগ্য নিরাময়ের সময় চিহ্নিত না হওয়া পর্যন্ত টিয়ার শক্তি এবং কম্প্রেশন সেটের জন্য পরীক্ষা করা হয়। উৎপাদনে, স্বাভাবিক প্রক্রিয়ার পরিবর্তনের জন্য ন্যূনতম নিরাময়ের সময়ের সাথে 10-15% নিরাপত্তা মার্জিন যোগ করা হয়।
মোল্ডেবিলিটি এবং পারফরম্যান্সের জন্য LSR যন্ত্রাংশ ডিজাইন করা
LSR ইনজেকশন ছাঁচনির্মাণের অংশ ডিজাইনের জন্য উপাদানটির উচ্চ স্থিতিস্থাপকতা, কম মডুলাস এবং উল্লেখযোগ্য নিরাময় সংকোচনের অনন্য সমন্বয়ের জন্য অ্যাকাউন্টিং প্রয়োজন। বেশ কিছু ডিজাইনের নিয়ম বিশেষভাবে এলএসআর-এর ক্ষেত্রে প্রযোজ্য যা উভয় থার্মোপ্লাস্টিক এবং কম্প্রেশন-মোল্ডেড সিলিকন রাবার ডিজাইন নির্দেশিকা থেকে আলাদা:
- প্রাচীর বেধ অভিন্নতা: LSR সহজে পাতলা অংশে প্রবাহিত হয়, কিন্তু উচ্চ অ-অভিন্ন প্রাচীরের বেধ ডিফেন্সিয়াল কিউর রেট এবং অবশিষ্ট স্ট্রেস তৈরি করে যা ধ্বংসের পরে যুদ্ধের সৃষ্টি করে। সর্বোচ্চ 3:1 অনুপাতের মধ্যে প্রাচীরের বেধের বৈচিত্র্য বজায় রাখা - এবং আদর্শভাবে 2:1 - অংশ জুড়ে এই প্রভাবকে কমিয়ে দেয়। ঘন এবং পাতলা বিভাগের মধ্যে স্থানান্তরগুলি আকস্মিক পদক্ষেপের পরিবর্তে ব্যাসার্ধের সাথে ধীরে ধীরে হওয়া উচিত।
- ভাঙার জন্য খসড়া কোণ: যদিও LSR-এর উচ্চ স্থিতিস্থাপকতার অর্থ হল এটিকে আন্ডারকাটগুলির উপর প্রসারিত করা যেতে পারে এবং ছাঁচ থেকে বের করে নেওয়া যেতে পারে, তবে অভ্যন্তরীণ দেয়ালে প্রতি পাশে 3° থেকে 5° ড্রাফ্ট কোণগুলি প্রয়োজনীয় ধ্বংসাত্মক শক্তিকে হ্রাস করে এবং ছাঁচের আয়ু বাড়ায়। টেক্সচার্ড বা বন্ডেড সারফেসগুলির জন্য, 5° থেকে 10° উচ্চতর ড্রাফ্ট অ্যাঙ্গেলগুলিকে পার্ট ইজেকশনের সময় পৃষ্ঠের টেক্সচার ছিঁড়ে যাওয়া প্রতিরোধ করার পরামর্শ দেওয়া হয়।
- গেটের অবস্থান এবং আকার: LSR গেটগুলি অংশের সবচেয়ে ঘন ক্রস-সেকশনে অবস্থিত হওয়া উচিত যাতে উপাদানটি পুরু থেকে পাতলা হয়ে যায়, সূক্ষ্ম বৈশিষ্ট্যগুলিতে ছোট শটের ঝুঁকি হ্রাস করে। উপাদানের স্থিতিস্থাপক পুনরুদ্ধারের কারণে টানেল গেট এবং পিন গেটগুলি এলএসআর-এ স্ব-ডি-গেট পরিষ্কার করে, এগুলি প্রান্তের গেটগুলির চেয়ে পছন্দ করে যা ম্যানুয়াল ট্রিমিংয়ের জন্য সাক্ষী চিহ্ন রেখে যায়।
- গহ্বরের মাত্রায় সংকোচনের ক্ষতিপূরণ: ডিমোল্ডিং এবং পোস্ট-কিউর করার পরে LSR রৈখিকভাবে 2-4% সঙ্কুচিত হয়, এবং গহ্বরের মাত্রা অবশ্যই প্রত্যাশিত সংকোচনের দ্বারা বড় করতে হবে লক্ষ্যমাত্রার অংশের মাত্রা অর্জন করতে। সংকোচন যৌগিক ডুরোমিটার, নিরাময় তাপমাত্রা এবং অংশ জ্যামিতির সাথে পরিবর্তিত হয়, তাই টুল চূড়ান্ত করার আগে প্রতিটি নির্দিষ্ট যৌগ এবং ছাঁচের নকশার জন্য প্রকৃত সংকোচন ক্রমাঙ্কন করার জন্য প্রাথমিক টুল ট্রায়ালগুলি অপরিহার্য।
LSR ছাঁচনির্মাণে সাধারণ ত্রুটি এবং তাদের মূল কারণ
এমনকি ভাল-ডিজাইন করা ছাঁচ এবং সঠিকভাবে কনফিগার করা মেশিনের সাথেও, LSR ইনজেকশন ছাঁচনির্মাণ পুনরাবৃত্ত ত্রুটিগুলির একটি সেটের জন্য সংবেদনশীল যেগুলির সমাধানের জন্য পদ্ধতিগত রোগ নির্ণয় এবং প্রক্রিয়া সমন্বয় প্রয়োজন। প্রতিটি ত্রুটির মূল কারণ চিহ্নিত করা - তা মেশিন, ছাঁচ, উপাদান বা প্রক্রিয়া পরামিতিগুলির মধ্যেই থাকুক - ক্ষতিপূরণমূলক প্যারামিটার পরিবর্তনের সাথে লক্ষণটিকে মুখোশ না করে একটি কার্যকর সংশোধনমূলক পদক্ষেপ বাস্তবায়নের জন্য অপরিহার্য।
- ফ্ল্যাশ: সবচেয়ে সাধারণ LSR ত্রুটি, অত্যধিক ইনজেকশন চাপ, অপর্যাপ্ত ক্ল্যাম্পিং ফোর্স, জীর্ণ বা সহনশীলতার বাইরের বিভাজন লাইন পৃষ্ঠতল, বা গহ্বরের চাপে ছাঁচের বিচ্যুতি দ্বারা সৃষ্ট। সংশোধনমূলক ক্রিয়াগুলির মধ্যে রয়েছে ক্ল্যাম্পিং ফোর্স পর্যাপ্ততা যাচাই করা, বিভাজন লাইনের পৃষ্ঠগুলি পুনরায় নাকাল, ইনজেকশনের গতি এবং চাপ হ্রাস করা এবং ছাঁচের প্লেটের সমতলতা এবং সমর্থন স্তম্ভের অবস্থা পরীক্ষা করা।
- ছোট শট এবং অসম্পূর্ণ পূরণ: অপর্যাপ্ত শট ভলিউম, অবরুদ্ধ ভেন্ট, এয়ার এন্ট্রাপমেন্ট, বা তাপমাত্রায় ভ্রমণের কারণে ব্যারেলে বা ঠান্ডা রানারে আংশিকভাবে আটকানো উপাদান দ্বারা সৃষ্ট। ভেন্ট চ্যানেলগুলি পরীক্ষা করা এবং পরিষ্কার করা, ব্যারেল এবং ঠান্ডা রানার তাপমাত্রা যাচাই করা এবং শটের ভলিউম সামান্য বৃদ্ধি করা প্রথম ডায়াগনস্টিক পদক্ষেপ।
- ভাঙার সময় ছিঁড়ে যাওয়া: অপর্যাপ্ত নিরাময় সময় বা কম ছাঁচের তাপমাত্রার কারণে আন্ডার-কিউর নির্দেশ করে। থাকার সময় বাড়ানো বা ছাঁচের তাপমাত্রা 5-10 ডিগ্রি সেলসিয়াস বাড়ানো বেশিরভাগ ছিঁড়ে যাওয়ার সমস্যাগুলি সমাধান করে। জটিল জ্যামিতিতে ক্রমাগত ছিঁড়ে যাওয়া একটি ছাঁচ নকশা সমস্যা নির্দেশ করতে পারে যেখানে অংশ জ্যামিতি ইজেকশনের সময় চাপের ঘনত্ব তৈরি করে যার জন্য নকশা পরিবর্তনের প্রয়োজন হয়।
- গহ্বরের মধ্যে কঠোরতার তারতম্য: গহ্বর প্লেট জুড়ে নন-ইউনিফর্ম ছাঁচের তাপমাত্রা দ্বারা সৃষ্ট, যা বিভিন্ন গহ্বরে বিভিন্ন নিরাময়ের হার তৈরি করে। উত্পাদনের সময় ছাঁচের পৃষ্ঠের থার্মোকল ম্যাপিং গরম এবং ঠান্ডা অঞ্চল সনাক্ত করে এবং হিটার বসানো বা পাওয়ার বন্টন সমন্বয়গুলি স্পেসিফিকেশনের মধ্যে তাপীয় অভিন্নতা অর্জনের জন্য করা হয়৷