রাবার কম্প্রেশন ছাঁচনির্মাণ হল রাবার যন্ত্রাংশ তৈরিতে প্রাচীনতম এবং বহুল ব্যবহৃত প্রক্রিয়াগুলির মধ্যে একটি, এবং এই প্রক্রিয়ার কেন্দ্রে থাকা মেশিন - রাবার কম্প্রেশন ছাঁচনির্মাণ মেশিন - স্বয়ংচালিত, মহাকাশ, শিল্প সিলিং এবং ভোক্তা পণ্য খাত জুড়ে উত্পাদন লাইনের ভিত্তি হিসাবে রয়ে গেছে। ইনজেকশন এবং ট্রান্সফার ছাঁচনির্মাণ প্রযুক্তির উত্থান সত্ত্বেও, কম্প্রেশন ছাঁচনির্মাণ তার সরলতা, টুলিং খরচ সুবিধা এবং রাবার যৌগ এবং অংশ জ্যামিতির বিস্তৃত পরিসরের জন্য উপযুক্ততার কারণে স্থায়ী হয়। এই মেশিনগুলি কীভাবে কাজ করে, উচ্চ-মানের সরঞ্জামগুলিকে গড় থেকে কী আলাদা করে এবং কীভাবে আপনার উত্পাদনের প্রয়োজনের সাথে মেশিনের বৈশিষ্ট্যগুলিকে মেলে তা বোঝা ইঞ্জিনিয়ার, প্রকিউরমেন্ট ম্যানেজার এবং ভলকানাইজড রাবার পণ্যগুলির সাথে কাজ করা প্ল্যান্ট অপারেটরদের জন্য অপরিহার্য।
একটি রাবার কম্প্রেশন ছাঁচনির্মাণ মেশিন কি করে
ক রাবার কম্প্রেশন ছাঁচনির্মাণ মেশিন একটি খোলা ছাঁচের গহ্বরে সরাসরি স্থাপন করা অপরিশোধিত রাবার যৌগের পূর্ব-মাপা চার্জে নিয়ন্ত্রিত তাপ এবং চাপ প্রয়োগ করে। যখন মেশিনটি হাইড্রোলিক চাপে ছাঁচ বন্ধ করে দেয়, তখন রাবারটি গহ্বরের আকারের সাথে সামঞ্জস্য করতে বাধ্য হয়। টেকসই তাপ - সাধারণত 150°C এবং 200°C এর মধ্যে যৌগের উপর নির্ভর করে - ভলকানাইজেশনকে ট্রিগার করে, রাসায়নিক ক্রসলিংকিং প্রক্রিয়া যা নরম, নমনীয় রাবার যৌগকে একটি টেকসই, ইলাস্টিক সমাপ্ত অংশে রূপান্তরিত করে। নিরাময় চক্র সম্পূর্ণ হয়ে গেলে, ছাঁচটি খোলে এবং অংশটি সরানো হয়, প্রায়শই বিভাজন লাইনে প্রবাহিত অতিরিক্ত উপাদান ছাঁটাই করার জন্য ম্যানুয়াল ডিফ্ল্যাশিংয়ের প্রয়োজন হয়।
কম্প্রেশন ছাঁচনির্মাণ প্রক্রিয়া প্রাকৃতিক রাবার, ইপিডিএম, সিলিকন, নিওপ্রিন, নাইট্রিল (এনবিআর), এবং ফ্লুরোইলাস্টোমার (এফকেএম/ভিটন) এর জন্য বিশেষভাবে উপযুক্ত। এটি সাধারণত সীল, গ্যাসকেট, ও-রিং, কম্পন ড্যাম্পার, ডায়াফ্রাম, বুশিং এবং কাস্টম রাবার প্রোফাইল উত্পাদন করতে ব্যবহৃত হয়। যেহেতু ছাঁচটি লোড করার সময় খোলা থাকে, তাই কম্প্রেশন মোল্ডিং ফ্যাব্রিক-রিইনফোর্সড রাবার, ধাতু-রাবার বন্ধনযুক্ত অংশগুলিকে মিটমাট করে এবং ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলির তুলনায় আরও স্বাভাবিকভাবে সন্নিবেশ করে, এটি জটিল যৌগিক রাবার উপাদানগুলির জন্য পছন্দের পদ্ধতিতে পরিণত করে।
একটি রাবার কম্প্রেশন ছাঁচনির্মাণ মেশিনের মূল উপাদান
একটি কম্প্রেশন ছাঁচনির্মাণ মেশিনের প্রধান উপাদানগুলি বোঝা তার অপারেটিং নীতিগুলি এবং বিভিন্ন নির্মাতার মডেলগুলির তুলনা করার সময় মূল্যায়ন করার জন্য মূল মানের কারণগুলি উভয়ই স্পষ্ট করে।
হাইড্রোলিক সিস্টেম
হাইড্রোলিক সিস্টেম হল মেশিনের শক্তি-উৎপাদনকারী হৃদয়। একটি হাইড্রোলিক পাম্প সিলিন্ডারে তরল চালায় যা চলমান প্লেটেনকে সক্রিয় করে, ক্ল্যাম্পিং বল তৈরি করে যা ছাঁচ বন্ধ করে এবং সারা নিরাময় চক্র জুড়ে চাপ বজায় রাখে। ক্ল্যাম্পিং বল টন পরিমাপ করা হয় এবং সরাসরি সর্বোচ্চ ছাঁচ আকার এবং গহ্বর চাপ অর্জনযোগ্য নির্ধারণ করে। ল্যাবরেটরি এবং প্রোটোটাইপ কাজের জন্য 10 থেকে 50 টন ছোট বেঞ্চ-টপ ইউনিট থেকে শুরু করে স্বয়ংচালিত এবং শিল্প যন্ত্রাংশের জন্য 1,000 টনের বেশি বড় উত্পাদন প্রেস পর্যন্ত মেশিনগুলি রয়েছে। নিরাময়ের সময় হাইড্রোলিক সিস্টেমের চাপের স্থায়িত্ব অত্যন্ত গুরুত্বপূর্ণ — ওঠানামা সমাপ্ত অংশে মাত্রিক পরিবর্তন ঘটায় এবং এর ফলে রাবারে অসম্পূর্ণ ভরাট বা শূন্যতা দেখা দিতে পারে।

উত্তপ্ত প্ল্যাটেনস
উপরের এবং নীচের প্ল্যাটেনগুলি হল সমতল, নির্ভুল-গ্রাউন্ড ধাতব প্লেট যা ছাঁচের অর্ধেক ধরে রাখে এবং তাদের মধ্যে তাপ স্থানান্তর করে। প্ল্যাটেনগুলি বৈদ্যুতিক প্রতিরোধের উপাদান, বাষ্প বা গরম তেল সঞ্চালন ব্যবহার করে অভ্যন্তরীণভাবে উত্তপ্ত হয়। সুনির্দিষ্ট নিয়ন্ত্রণযোগ্যতা এবং রক্ষণাবেক্ষণের সহজতার কারণে আধুনিক মেশিনে বৈদ্যুতিক গরম করা সবচেয়ে সাধারণ। স্টিম হিটিং দ্রুত তাপ-আপ হার অফার করে তবে অবকাঠামো এবং চাপ ব্যবস্থাপনা সিস্টেম প্রয়োজন। প্ল্যাটেন পৃষ্ঠ জুড়ে তাপমাত্রা বন্টনের অভিন্নতা একটি কম্প্রেশন ছাঁচনির্মাণ মেশিনের জন্য সবচেয়ে গুরুত্বপূর্ণ গুণমানের সূচকগুলির মধ্যে একটি — প্লেটেন জুড়ে ±3°C এর বেশি তাপমাত্রার তারতম্য অসম নিরাময়ের কারণ হতে পারে, যার ফলে ছাঁচ জুড়ে অসামঞ্জস্যপূর্ণ কঠোরতা, ঘনত্ব এবং মাত্রিক নির্ভুলতার সাথে অংশগুলি তৈরি হয়।
কন্ট্রোল সিস্টেম
আধুনিক রাবার কম্প্রেশন মোল্ডিং মেশিনে টাচস্ক্রিন এইচএমআই (মানব-মেশিন ইন্টারফেস) প্যানেল সহ পিএলসি (প্রোগ্রামেবল লজিক কন্ট্রোলার) ভিত্তিক কন্ট্রোল সিস্টেম ব্যবহার করে যা অপারেটরদের নিরাময়ের রেসিপিগুলি প্রোগ্রাম এবং সংরক্ষণ করতে দেয় — নির্দিষ্ট রাবার যৌগ এবং অংশ জ্যামিতির জন্য তাপমাত্রা, চাপ এবং সময় সেটিংসের সমন্বয়। উন্নত মেশিনগুলি বহু-পর্যায়ের চাপ নিয়ন্ত্রণ, স্বয়ংক্রিয় ছাঁচ শ্বাস-প্রশ্বাস (নিরাময়ের সময় আটকে থাকা বায়ু এবং উদ্বায়ী পদার্থগুলিকে পালানোর অনুমতি দেওয়ার জন্য নিয়ন্ত্রিত ক্ষণস্থায়ী চাপ মুক্তি) এবং উত্পাদন পর্যবেক্ষণ এবং গুণমান ডেটা সিস্টেমের সাথে একীকরণের প্রস্তাব দেয়। এন্ট্রি-লেভেল মেশিনগুলি সহজ রিলে-ভিত্তিক বা অ্যানালগ টাইমার এবং থার্মোস্ট্যাট নিয়ন্ত্রণ ব্যবহার করতে পারে, যা নির্ভুলতা এবং ট্রেসেবিলিটি সীমিত করে কিন্তু খরচ কম করে।
মূল প্রক্রিয়া পরামিতি এবং কিভাবে তারা অংশ গুণমান প্রভাবিত করে
রাবার কম্প্রেশন ছাঁচনির্মাণ গুণমান তিনটি পরস্পর নির্ভরশীল প্রক্রিয়া পরামিতি দ্বারা নিয়ন্ত্রিত হয়: তাপমাত্রা, চাপ এবং সময়। একটি নির্দিষ্ট রাবার যৌগ এবং ছাঁচ ডিজাইনের জন্য এই অধিকারগুলি অর্জন করা ধারাবাহিক উত্পাদনের ভিত্তি।
| প্যারামিটার | সাধারণ পরিসর | খুব কম প্রভাব | খুব উচ্চ প্রভাব |
| তাপমাত্রা | 150°C - 200°C | নিরাময়; নরম, দুর্বল অংশ | ওভারকিউর; ভঙ্গুরতা, পৃষ্ঠের অবনতি |
| চাপ | 5 - 15 MPa গহ্বর চাপ | অসম্পূর্ণ পূরণ; porosity; ছোট শট | অত্যধিক ফ্ল্যাশ; ছাঁচ ক্ষতি |
| নিরাময়ের সময় | 2 - 20 মিনিট (যৌগ নির্ভর) | নিরাময়; tackiness; দরিদ্র যান্ত্রিক বৈশিষ্ট্য | প্রত্যাবর্তন (NR এ); নষ্ট চক্র সময় |
নিরাময়ের সময়টি যৌগ-নির্দিষ্ট এবং উৎপাদন শুরু হওয়ার আগে অবশ্যই রিওমিটার পরীক্ষার মাধ্যমে (এমডিআর - মুভিং ডাই রিওমিটারের মতো যন্ত্র ব্যবহার করে) প্রতিষ্ঠা করা উচিত। রিওমিটার একটি নিরাময় বক্ররেখা তৈরি করে যা একটি নির্দিষ্ট তাপমাত্রার জন্য সর্বোত্তম নিরাময়ের সময় (T90 — সর্বোচ্চ টর্কের 90% পৌঁছানোর সময়) দেখায়। ওভার-কিউরিংয়ের পরিবর্তে T90 এ অংশগুলি চালানো যান্ত্রিক বৈশিষ্ট্যের সাথে আপোস না করে চক্রের সময় এবং শক্তি খরচ হ্রাস করে। অনেক উৎপাদন সুবিধা তাদের পিএলসি নিরাময় রেসিপির পাশাপাশি রিওমিটার কিউর ডেটা সঞ্চয় করে যাতে ট্রেসেবিলিটি বজায় থাকে এবং কাঁচামালের ব্যাচ পরিবর্তনের সময় দ্রুত রেসিপি সমন্বয় সক্ষম করে।
রাবার কম্প্রেশন ছাঁচনির্মাণ মেশিনের প্রকার
রাবার কম্প্রেশন ছাঁচনির্মাণ মেশিনগুলি বিভিন্ন স্ট্রাকচারাল এবং অপারেশনাল কনফিগারেশনে উপলব্ধ, প্রতিটি বিভিন্ন উত্পাদন স্কেল এবং অংশের প্রয়োজনীয়তার জন্য উপযুক্ত।
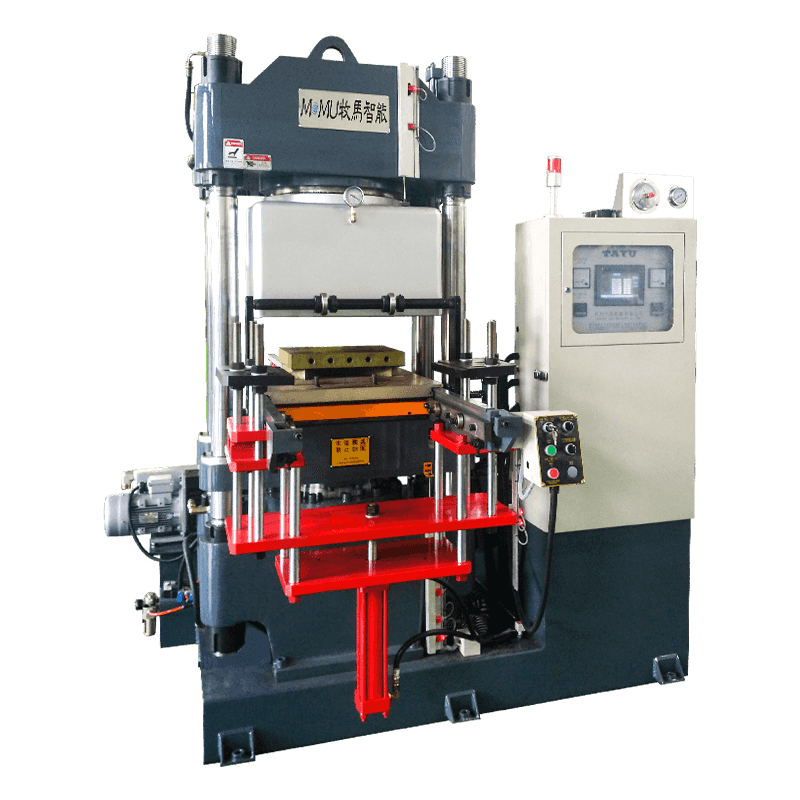
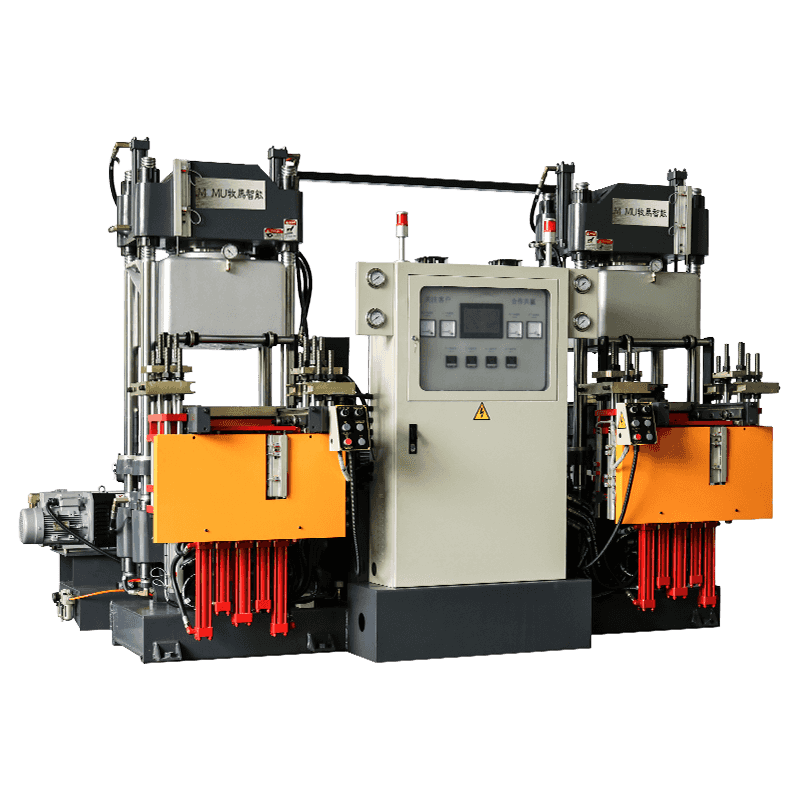
- একক দিনের আলো প্রেস: সবচেয়ে সাধারণ কনফিগারেশন, উপরের এবং নীচের প্ল্যাটেনগুলির এক সেট সহ যা একটি একক ক্রিয়ায় খোলা এবং বন্ধ হয়। পরিচালনা এবং রক্ষণাবেক্ষণ করা সহজ, এবং বেশিরভাগ মানক রাবার যন্ত্রাংশ উত্পাদনের জন্য উপযুক্ত। বেঞ্চ-টপ ল্যাবরেটরি মডেল থেকে বড় শিল্প প্রেসে আকারে পাওয়া যায়।
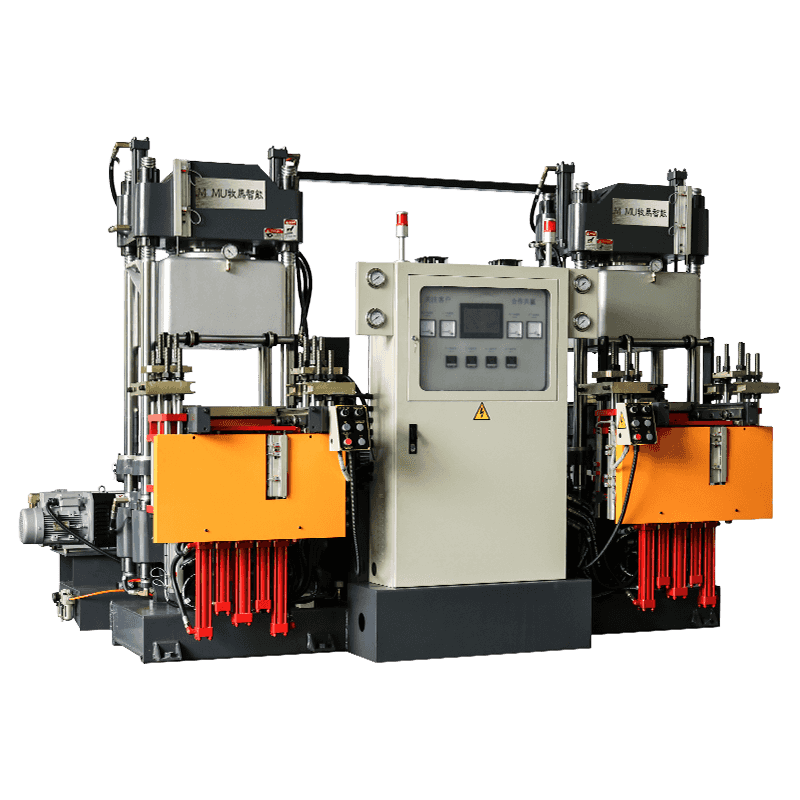
- মাল্টি-ডেলাইট প্রেস: একটি একক প্রেস ফ্রেমের মধ্যে উল্লম্বভাবে স্তুপীকৃত একাধিক ছাঁচ খোলার স্তর (দিবালোক) বৈশিষ্ট্যযুক্ত, একটি একক প্রেস চক্রে একাধিক ছাঁচ একই সাথে নিরাময় করার অনুমতি দেয়। উল্লেখযোগ্যভাবে প্রতি মেশিনের পদচিহ্নের আউটপুট বৃদ্ধি করে এবং উচ্চ-ভলিউম গ্যাসকেট এবং সীল উৎপাদনে ব্যাপকভাবে ব্যবহৃত হয়।
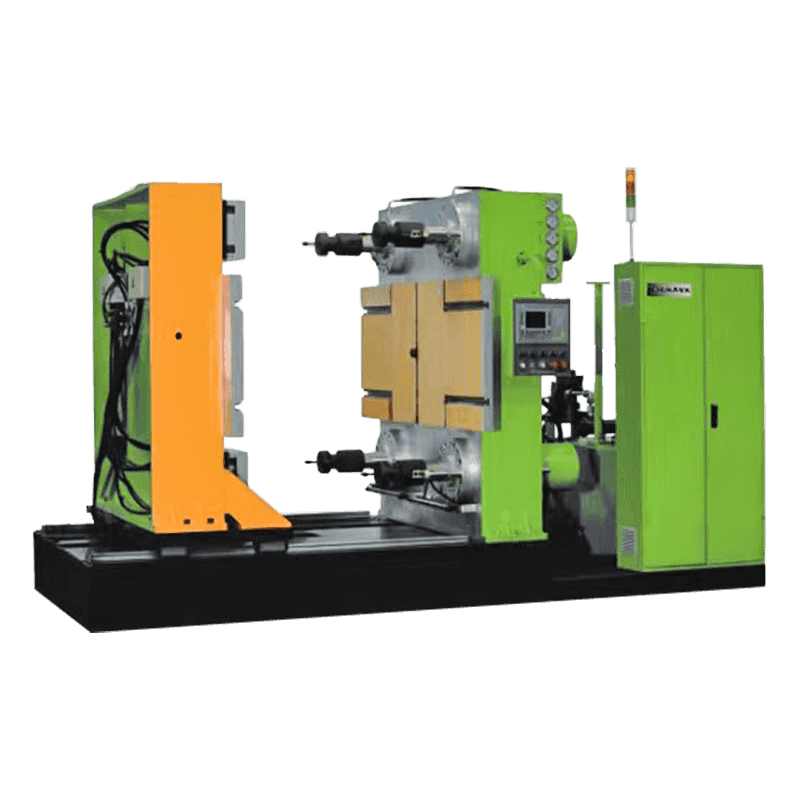
- রোটারি টেবিল প্রেস: মোল্ড স্টেশনগুলির একটি ঘূর্ণমান ক্যারোজেল ব্যবহার করে যা লোডিং, টিপে এবং আনলোডিং অবস্থানের মাধ্যমে সূচক করে। চক্রের মধ্যে কম অপারেটর ডাউনটাইম সহ অবিচ্ছিন্ন অপারেশন সক্ষম করে, ছোট থেকে মাঝারি অংশগুলির উচ্চ-ভলিউম উত্পাদনের জন্য উপযুক্ত।
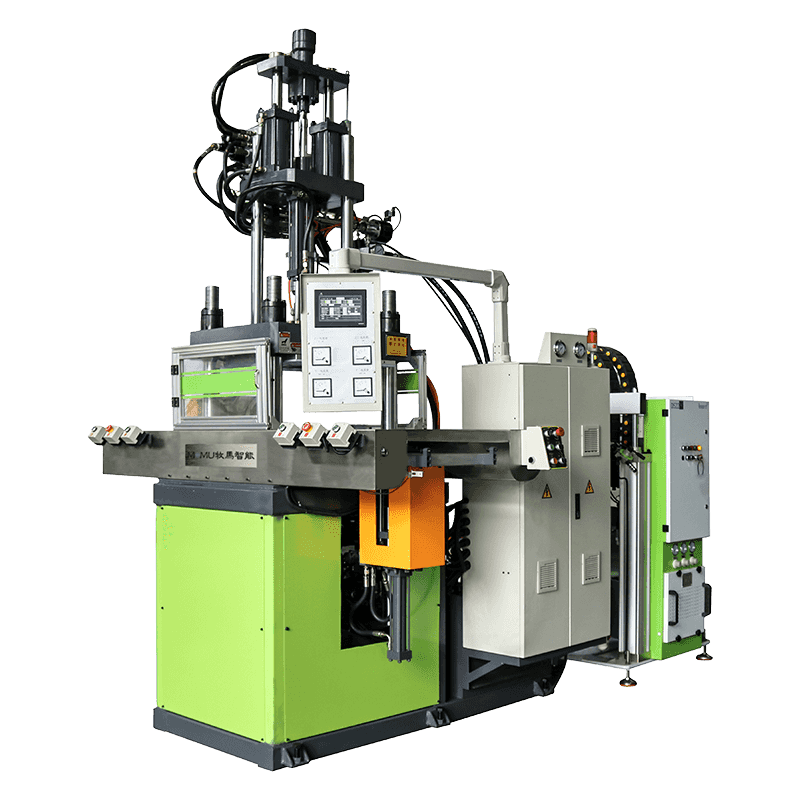
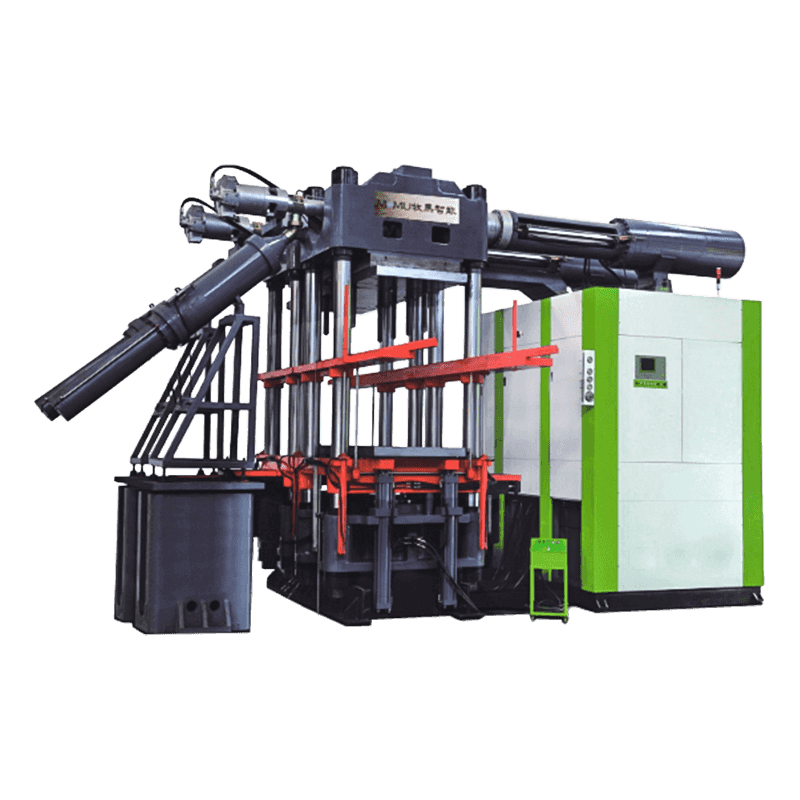
- ভ্যাকুয়াম কম্প্রেশন ছাঁচনির্মাণ মেশিন: ছাঁচ এলাকার চারপাশে একটি ভ্যাকুয়াম চেম্বার দিয়ে সজ্জিত, এই মেশিনগুলি বন্ধ হওয়ার আগে এবং সময় ছাঁচের গহ্বর থেকে বায়ু খালি করে। এটি রাবারে বায়ু আটকাতে বাধা দেয়, যা সিলিকন অংশ এবং অন্যান্য অ্যাপ্লিকেশনগুলির জন্য গুরুত্বপূর্ণ যেখানে পোরোসিটি অগ্রহণযোগ্য — যেমন মেডিকেল ডিভাইস, খাদ্য যোগাযোগের সিল এবং উচ্চ-কার্যক্ষমতা সম্পন্ন ডায়াফ্রাম।
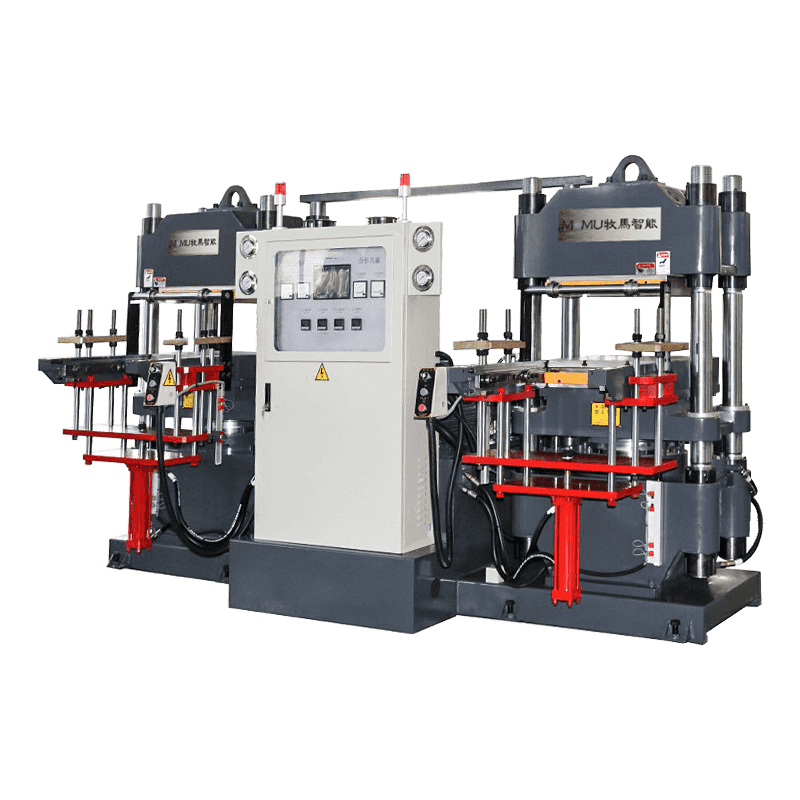
- চার-কলাম হাইড্রোলিক প্রেস: ছাঁচ বন্ধ করার সময় সুনির্দিষ্ট সমান্তরালতার জন্য প্লেটেন এলাকার চারপাশে চারটি উল্লম্ব গাইড কলাম ব্যবহার করে। বৃহৎ বা নির্ভুল ছাঁচের জন্য পছন্দ যেখানে প্ল্যাটেনের বিচ্যুতি বা মিসলাইনমেন্ট অমসৃণ ফ্ল্যাশ, বিভাজন লাইনের অমিল, বা ছাঁচ জুড়ে মাত্রিক তারতম্য ঘটায়।
কম্প্রেশন ছাঁচনির্মাণ বনাম স্থানান্তর এবং রাবারের জন্য ইনজেকশন ছাঁচনির্মাণ
রাবার নির্মাতারা প্রায়শই একটি নির্দিষ্ট অংশের জন্য সংকোচন, স্থানান্তর বা ইনজেকশন ছাঁচনির্মাণ সঠিক প্রক্রিয়া কিনা তা নিয়ে সিদ্ধান্তের মুখোমুখি হন। প্রতিটিরই সুস্পষ্ট সুবিধা এবং সীমাবদ্ধতা রয়েছে যা উৎপাদনের পরিমাণ, অংশের জটিলতা, উপাদানের ধরন এবং টুলিং বাজেটের বিরুদ্ধে মূল্যায়ন করা উচিত।
| ফ্যাক্টর | কম্প্রেশন | স্থানান্তর | ইনজেকশন |
| টুলিং খরচ | কম | মাঝারি | উচ্চ |
| সাইকেল সময় | দীর্ঘতর | মাঝারি | সবচেয়ে ছোট |
| উপাদান বর্জ্য | পরিমিত (ফ্ল্যাশ) | পরিমিত (পাত্র/স্প্রু) | কম |
| অংশ জটিলতা | কম to Medium | মাঝারি | উচ্চ |
| ছাঁচনির্মাণ ঢোকান | চমৎকার | ভাল | লিমিটেড |
| ভলিউম উপযুক্ততা | কম to medium | মাঝারি | উচ্চ volume |
| অপারেটর দক্ষতা প্রয়োজন | পরিমিত | পরিমিত | উচ্চer |
কম্প্রেশন ছাঁচনির্মাণ ক্রমাগতভাবে টুলিং খরচে জয়লাভ করে এবং ছাঁচনির্মাণ নমনীয়তা সন্নিবেশিত করে, যে কারণে এটি প্রোটোটাইপ বিকাশ, স্বল্প উৎপাদন চালানো এবং ধাতু বা ফ্যাব্রিক বন্ধনের প্রয়োজনীয় অংশগুলির জন্য প্রভাবশালী প্রক্রিয়া থেকে যায়। খুব উচ্চ ভলিউম অ্যাপ্লিকেশনের জন্য যেখানে প্রতি অংশে শ্রম খরচ প্রভাবশালী অর্থনৈতিক ফ্যাক্টর হয়ে ওঠে, ইনজেকশন মোল্ডিংয়ের স্বয়ংক্রিয় চক্র এবং ন্যূনতম ফ্ল্যাশ ট্রিম প্রয়োজনীয়তা সাধারণত এর উচ্চতর সরঞ্জাম এবং টুলিং বিনিয়োগকে ন্যায্যতা দেয়।
একটি রাবার কম্প্রেশন ছাঁচনির্মাণ মেশিন নির্বাচন করার সময় কি মূল্যায়ন করতে হবে
সঠিক মেশিন নির্বাচন করার জন্য আপনার পণ্যের স্পেসিফিকেশন, উৎপাদনের পরিমাণ, রাবার যৌগ এবং কর্মক্ষম পরিবেশের মধ্যে সতর্কতার সাথে সারিবদ্ধতা প্রয়োজন। অনির্দিষ্ট সরঞ্জাম কেনা বাধা সৃষ্টি করে; অতিরিক্ত-নির্দিষ্ট বর্জ্য মূলধন. নিম্নলিখিত মানদণ্ডগুলি যে কোনও গুরুতর মূল্যায়নকে গাইড করবে:
- ক্ল্যাম্পিং বল: প্রক্ষিপ্ত গহ্বরের চাপের (সাধারণত 7 থেকে 12 এমপিএ বেশিরভাগ রাবার যৌগের জন্য) সমস্ত গহ্বরের মোট অভিক্ষিপ্ত এলাকা এবং ছাঁচের ফ্ল্যাশ এলাকা দ্বারা গুণিতের উপর ভিত্তি করে প্রয়োজনীয় টনেজ গণনা করুন। সর্বদা যৌগ এবং ছাঁচ ডিজাইনের মধ্যে পার্থক্য মিটমাট করার জন্য কমপক্ষে 20% এর নিরাপত্তা মার্জিন অন্তর্ভুক্ত করুন।
- প্লেটেন আকার: ক্ল্যাম্পিং এবং তাপীয় অভিন্নতার জন্য চারদিকে ক্লিয়ারেন্স সহ আপনার বৃহত্তম ছাঁচকে মিটমাট করার জন্য প্লেটেনটি যথেষ্ট বড় হতে হবে। ছোট ল্যাবরেটরি প্রেসের জন্য স্ট্যান্ডার্ড প্লেটেনের আকার 200 × 200 মিমি থেকে 1,200 × 1,200 মিমি বা শিল্প উত্পাদন মেশিনের জন্য বড়।
- তাপমাত্রা অভিন্নতা: প্রস্তুতকারকের প্লেটেন তাপমাত্রা অভিন্নতার স্পেসিফিকেশনের জন্য অনুরোধ করুন এবং সম্ভব হলে স্বাধীনভাবে যাচাই করুন। নির্ভুল সিলিকন বা মেডিক্যাল-গ্রেড রাবারের অংশগুলির জন্য, পূর্ণ প্লেটেন পৃষ্ঠ জুড়ে ±2°C বা তার চেয়ে ভাল অভিন্নতা অপরিহার্য।
- দিনের আলো খোলা: খোলা প্ল্যাটেনগুলির মধ্যে সর্বাধিক দূরত্ব অবশ্যই আপনার ছাঁচের উচ্চতা এবং অংশ অপসারণ এবং লোড করার জন্য ছাড়পত্র মিটমাট করতে হবে। অপর্যাপ্ত দিনের আলো অপারেটরদের বিশ্রী অবস্থানে বাধ্য করে যা চক্রের সময়কে ধীর করে দেয় এবং এরগনোমিক ঝুঁকি বাড়ায়।
- নিয়ন্ত্রণ ব্যবস্থা পরিশীলিত: মূল্যায়ন করুন যে পিএলসি রেসিপি স্টোরেজ, ডেটা লগিং, এবং দূরবর্তী পর্যবেক্ষণ ক্ষমতা আপনার গুণমান ব্যবস্থাপনা এবং ট্রেসেবিলিটি প্রয়োজনীয়তার সাথে সারিবদ্ধ কিনা। স্বয়ংচালিত (IATF 16949) এবং চিকিৎসা (ISO 13485) এর মতো শিল্পগুলির নির্দিষ্ট প্রক্রিয়া ডকুমেন্টেশন প্রত্যাশা রয়েছে যা সহজ মেশিনগুলি সমর্থন করতে পারে না।
- কfter-sales support and spare parts availability: হাইড্রোলিক সীল, গরম করার উপাদান এবং নিয়ন্ত্রণ উপাদান সময়ের সাথে পরিধান করে। নিশ্চিত করুন যে প্রস্তুতকারক বা স্থানীয় পরিবেশক একটি খুচরা যন্ত্রাংশ তালিকা বজায় রাখে এবং আপনার উত্পাদন পরিবেশের জন্য গ্রহণযোগ্য প্রতিক্রিয়া সময়ের মধ্যে প্রযুক্তিগত সহায়তা প্রদান করতে পারে।
রক্ষণাবেক্ষণের অনুশীলন যা মেশিনের আয়ু বাড়ায় এবং অংশের গুণমান রক্ষা করে
ক rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- দৈনিক: উপযুক্ত রিলিজ এজেন্ট এবং নন-অ্যাব্রেসিভ টুল ব্যবহার করে ফ্ল্যাশ এবং যৌগিক অবশিষ্টাংশের প্ল্যাটেন পৃষ্ঠ এবং ছাঁচের বিভাজন মুখগুলি পরিষ্কার করুন। হাইড্রোলিক তরল স্তর পরিদর্শন করুন এবং সিলিন্ডার সিল এবং জিনিসপত্রের চারপাশে দৃশ্যমান ফুটো আছে কিনা তা পরীক্ষা করুন। একটি ক্রমাঙ্কিত থার্মোকলের বিরুদ্ধে প্লেটেন তাপমাত্রা রিডিং যাচাই করুন।
- সাপ্তাহিক: জলবাহী তরল অবস্থা এবং ফিল্টার অবস্থা পরীক্ষা করুন. গাইড কলাম এবং প্লেটেন সমান্তরালতা পরিদর্শন করুন। জরুরী স্টপ, হালকা পর্দা, এবং চাপ ত্রাণ ভালভ সহ - সমস্ত নিরাপত্তা ইন্টারলকগুলি সঠিকভাবে কাজ করে কিনা তা যাচাই করুন৷
- মাসিক: একটি সন্ধানযোগ্য রেফারেন্সের বিরুদ্ধে তাপমাত্রা নিয়ন্ত্রক এবং থার্মোকলগুলিকে ক্রমাঙ্কন করুন। উত্পাদনে ব্যর্থ হওয়ার আগে জীবনের শেষের দিকে আসা উপাদানগুলি সনাক্ত করতে গরম করার উপাদান প্রতিরোধের পরিদর্শন করুন। কান্নার লক্ষণগুলির জন্য হাইড্রোলিক সিলিন্ডার সিলগুলি পরীক্ষা করুন।
- কnnually: সম্পূর্ণ জলবাহী তরল পরিবর্তন এবং ফিল্টার প্রতিস্থাপন. প্ল্যাটেন সমতলতা পরিমাপ এবং প্রয়োজন হলে সংশোধন। টার্মিনাল টাইটনেস, ইনসুলেশন রেজিস্ট্যান্স এবং পিএলসি ব্যাটারি প্রতিস্থাপন সহ সম্পূর্ণ বৈদ্যুতিক সিস্টেম পরিদর্শন।
ক rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.